-
-
卧轴矩台平面磨床 M7132B
卧轴矩台平面磨床 M7132B主要用途及特点:
本机床是在M7130卧轴矩台平面磨床的基础上改进设计而成的,适用于各种机械加工车间和修车间,并具有以下特点:
●工作台纵向运动由叶片油泵驱动,运转平稳,噪声小,油池温升低。
●可进行垂直平面磨削。
●改进后的磨头横向进给机构,有液压自动进给和手动进给,操作方便。
●磨头垂直运动有快速升降机构,又能手动进给
●磨头电机和油泵电机均采用Y系列电机,电气贯彻国家标准。
●外形美观,机床留有安装数显装置的位置。
●自动润滑各导轨和丝杆,由于润滑油的不断循环流动,可将导轨上外来污物洗去。
-
卧轴矩台平面磨床 M250H
卧轴矩台平面磨床 M250H主要用途及特点:
该机床使用砂轮周边磨削工件平面,也可用砂轮端面靠磨工件侧面。改机床可以磨削钢件,铸铁件,有色金属或非金属。
该机床总体采用磨头中置,十字拖板结构。磨头采用前后轴承座结构,精度高,维修方便,磨头与立柱采用压板结构,便于调整;工作台纵向运动采用液压油缸机构、贴塑导轨,操作方便;拖板横向运动采用丝杆螺母结构;垂直手摇机构采用锥齿及丝杆螺母机构,手轮置于床身上,便于操作。
-
-
-
-
Z3032×10B 摇臂钻床
Z3032×10B 摇臂钻床特点:*双速电机
*凸轮变速
*联锁夹紧
*机械电气双重保险
*开门断电,急停按钮
*Electric double speed motor
*Spindle speed change by cam
*Interlock clamping
*Electric and mechanical safety device
*Open door cut-off,emergencay stop button
-
-
-
-
-
M7475B 平面磨床
M7475B 平面磨床随机附件:Standard Attachments:
圆筒砂轮卡盘一件
1pc-cylindrical wheel flange
砂轮平衡轴一套 1set-wheel balancing arbor
筒形砂轮 Cylindrical wheel 450×380×150
B24Z1A5N1°、1PC GB24ZR2A5N1°、1PC
环M7475B-85-301 1件 Collar 1PC
特殊附件(另行计价):
Special Attachments (ta extra cost):
砂轮平衡架 Wheel balancing device
镶块砂轮卡盘一套 1st insered wheel flange
机床垫铁九套 9sets machine levelling wedges
-
M7130B 平面磨床
M7130B 平面磨床随机附件:Standard Attachments:
电磁吸盘 Electromagnetic chuck
退磁器 Demagnetizer
砂轮修正器 Wheel dresser
冷却箱(连冷却泵)Coolant tank(with pump)
特殊附件(另行计价):
Special Attachments (ta extra cost):
砂轮平衡架 Wheel balancing device
调整垫铁 Levelling dedges
备用砂轮卡盘 Spare adoptor
-
-
-
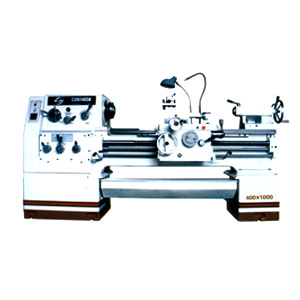
CD6240A 马鞍车床
CD系列A型普通车床可进行各种车削加工,如:车削零件的内、外圆柱面、端面和圆锥面;带有马鞍的车床可用来车削大直径或畸型零件。根据用户要求,提供公制丝杠机床或英制丝杠机床,可完成车削公、英制、模数、径节和周节螺纹。完成钻孔、铰孔和拉油槽等工作。
CD系列A型普通车床具有以下特点:
1.外形美观大方宜人。手柄集中操作,螺纹进给系统采用“三轴滑移公用齿轮机构”,在不换挂轮的情况下可完成多种螺纹的加工。
2.溜板箱上没有形象化的纵横进刀手柄和快速移动机构。
3.尾架具有快速偏心夹紧装置。
4.床鞍采用卸荷装置,移动轻快,减少床身导轨的磨损,避免“爬行”现象。
5.床头箱和进给箱采用箱外循环集中润滑,大大减少了热变形对加工精度的影响。
6.还可提供CD系列H型普通车床,其特点是在A型车床的基础上,主轴轴承为滑动轴承。
-
CA6240 马鞍车床
CA6240 马鞍车床 为代有马鞍的卧式车床,马鞍内有效宽度为210mm内,具有较大回转直径(Φ630)。适用于车削内外圆柱面,圆锥面及其它旋转面,车削各种公制、英制、模数和径节螺纹,并能进行钻孔,铰孔和拉油槽等工作。
结构特点:
床身宽于一般车床,具有较高的刚度,导轨面经中频淬火,经久耐用。
机床操作灵便集中,溜板设有快移机构。采用单手柄形象化操作,宜人性好。
机床结构刚度与传动刚度均高于一般车床,功率利用率高,适于强力高速切削。主轴孔径大,可选用附件齐全。
-
-
-
LS-12A 全自动卧式带锯床
LS-12A 可变速全自动卧式带锯床用于对黑色和有色金属的加工前下料,被锯削的原料可锯削圆帮料、矩形和型材。本机具有切削速度高、切口窄、节约原料、动力消耗低、操作方便、易维修及自动升降、自动送料、自动夹紧,自动计数、循环操作等优点。主要部分均采用进口原件,使用寿命长,安全可靠。是替代弓锯床和圆盘锯床的理想设备。
共1505条记录,每页显示20条,当前第72/76页
[首页] [上页] [69] [70] [71] [72] [73] [74] [下页] [尾页]