西安机床,陕西西安机床品牌、企业、产品——158机床网
https://www.158jixie.com
-
TC-20A/32B加工中心
158机床网——采用卓越的N0.30主轴,从而保证大的加工范围
1、扩大加工范围
2、高精度加工
3、高可靠性
4、新的多功能的NC
-
TC-31B/R2A 加工中心
158机床网——追求高生产率的新一代标准
1、刀具存储能力:14件
2、快速进给速度:50m/min(Z轴)
3、主轴转速:10000/16000 min-1
4、攻丝的主轴转速:最大6000 min-1
5、5轴联动控制、附件轴:2轴
-
TC-S2C/22B 加工中心
158机床网——不断优化的标准机型
1、追求生产效率
2、扩大的行程
3、高可靠性
4、攻丝的主轴转速:最大6000 min-1
5、5轴联动控制、附件轴:2轴
-
TC-S2Z 加工中心
158机床网——具有同步攻丝功能(世界专利)的兄弟攻丝、钻孔加工中心,以其高速度、高精度的钻孔、攻丝加工功能被广泛应用于电子、汽摩配件、通信、光学行业、其高效性、高精度的加工特点,受到了业界的众多好评。多型号、多配置满足不同客户的多种需要。
-
-
T8590A型气门座镗床
本机床主要用于气门座圈的镗修,配备了各种工装夹具,可加工各类角度气门座孔,配备镗钻工具后,可进行镗、钻、扩铰气门导管座孔或铰修气门导管孔。
-
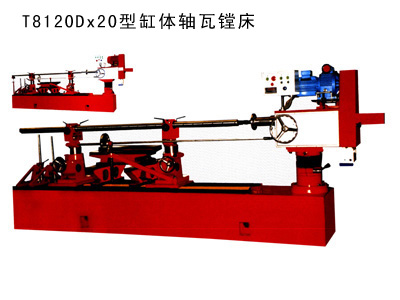
型缸体轴瓦镗床
T8120D*20型缸体轴瓦镗床主要用于镗削缸体的主轴瓦和凸轮轴瓦。
-
-
俄罗斯3米2大型滚齿机
工作台: 2800mm
最大加工尺寸:3200mm
设备重量: 82ton
最大模数: 30
-
-
-
-
-
-
-
-
-
-
德国花键铣
德国 83年
最大加工:Φ250×2000 mm
-
德国外圆磨
最大加工直径:320mm
最大加工长度:1000mm
共685条记录,每页显示20条,当前第9/35页
[首页] [上页] [6] [7] [8] [9] [10] [11] [下页] [尾页]