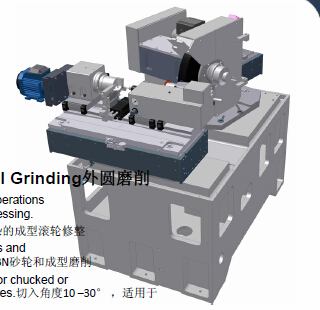
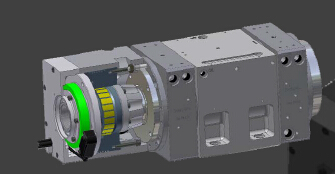
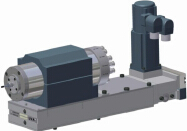
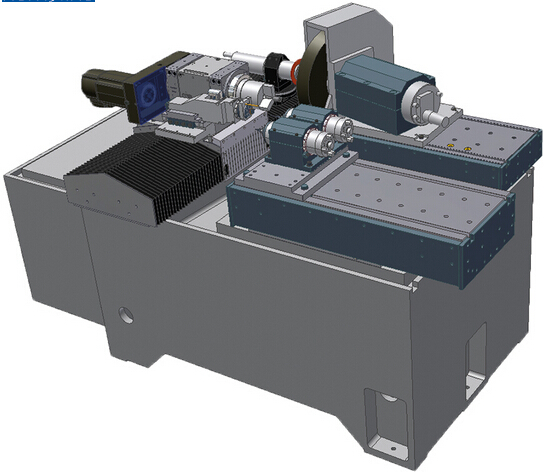
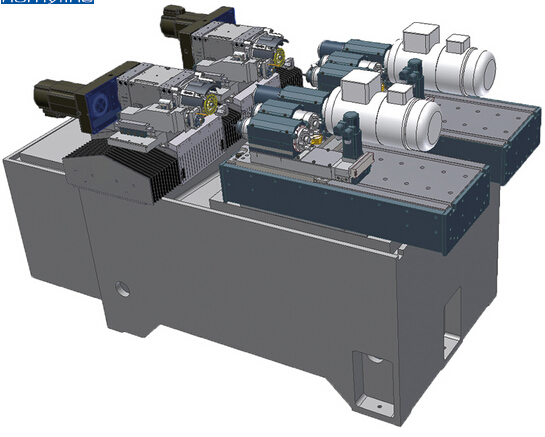
外圆磨床LIDKÖPING SUU 600外圆磨床LIDKÖPING SUU 600磨削加工构成:SUU机床可配置为单工步磨削加工,外圆,内圆和挡边磨削,液体静压磨削滑台:液体静压纵向和横向滑台配置直线电机,进给率:1000 mm/s,分辨率:0.01 μm.磨削主轴:可采用范围广泛的高频主轴。砂轮表面线速度可达:80 m/s.工件头架:单元包括:工件头架主轴,驱动盘,电磁无心卡盘或定心卡盘,和测量单元。
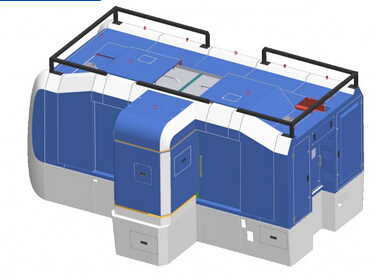
外圆磨床LIDKÖPING SUU 320外圆磨床LIDKÖPING SUU 320实现用户高的产量和质量。SUU 能够用于内圆、外圆、或挡边的磨削加工.我们的目标是通过我们的产品,加工知识和研发,客户支持和服务给予您精度,效率和可靠性。通过与最终用户的密切合作,我们确保一个正确和有效益的解决方案提供给您.
外圆磨床LIDKÖPING SUU 240外圆磨床LIDKÖPING SUU 240平台赋予用户高产量和高质量。SUU平台可设置为内圆、外圆或挡边磨削;SUUC平台可设置为同步内圆和外圆,或 内圆和挡边磨削