


MCV-2002 双光束系统直线度测量实例
由于社会发展的需要,大型龙门五轴数控机床在我国大型机床制造商进行了研发和生产。但对于大型龙门五轴数控机床,尤其是长导轨的直线度和平行度精度的检测,传统的激光测量仪和几何精度检测的仪器及检具已远远不能适应
机床的精度是否满足设计和加工的要求?这是大型机床制造商和机床用户都面临的一个问题。
对于大型龙门五轴数控机床长导轨的直线度和平行度精度的检测,美国光动公司OPTODYNE激光多普勒干涉仪具有保证检测精度并且检测方便,现介绍如下:
1. 长行程导轨直线度校准
1.1 问题点
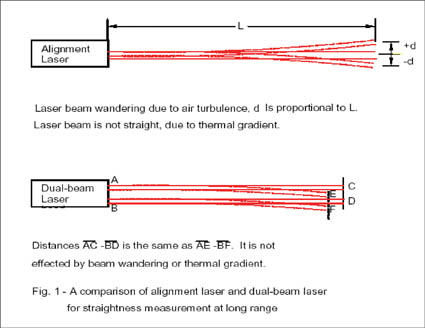
针对具较长导轨的大型机器而言,同时调校导轨的垂直方向与水平方向就显得非常重要。就垂直方向,可使用电子式水平仪来测量。而就水平方向,则可使用具电子式检测器的调校激光。然而对于长行程导轨而言,因为空气循环(空气紊流)及温度梯度,激光束在长行程时无法成直线。激光光的漂移与温度梯度将在长距离时产生较大的误差。如图一所示,侧向位移”d”会与距离”L”及空气紊流的强度成比例。举例来说,距离9m的激光束可能会移动超过0.5mm。
1.2 如何应用LDDM来解决问题
使用基于不同原理的双光束LD DM来量测真直度,因此空气循环将不会影响它。真直度可由总和沿着行程上的角度变化来测定。双反射镜的角度变化相当于两直线位移变化量除以两反射镜的分离量。如图一所示,位移量”AC”减掉”BD”除以两反射镜的分离量为角度变化,此时应注意由于光束的漂移,也会同时产生较大的侧向位移。然而如图一所示,位移量”AE”减掉位移量”BF”相当小,因此光束的漂移并不会影响角度的量测与真直度的计算。
1.3 如何进行
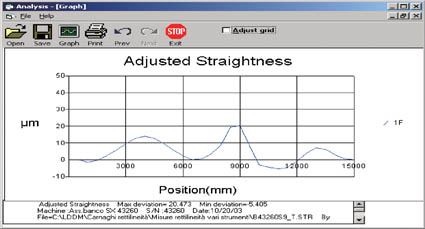
首先将L D D M 双光束激光头固定在长行程导轨的一端,并将双反射镜固定在滑座上。调校激光束使其与滑轨平行,再将双反射镜固定在适当位置,使返回的激光束能回到接收孔上。在笔记型计算机上激活W i n d o w s T M 软件,并按下光动公司的图标, 此时屏幕上会显示出主选单。按下”S t r a i g h t n e s sD i s p l a y”的按键,量测画面上会显示出位置与真直度的读取值,而在右下角则会绘出已量测的真直度图形。在设定画面中输入增量、偏移量、目标位置及总行程值,再将双反射镜移 动到起始位置,回到量测画面,按下”s t a r t”按键,沿着导轨移动双反射镜,位置会显示在第一行的显示列上,而真直度则会显示在第二行的显示列上,此时可以往前往后来移动双反射镜,以调整导轨来减少非真直度。当导轨调校完成后,可用真直度的软件来搜集真直度的数据来当作您的纪录。
2. 导轨平行度调校
2.1 问题点
对于准确度高的机器,导轨间的相互平行显得非常重要。不平行的导轨不仅会降低准确度、产生应力、不正常运动、黏滞滑动及过度的磨耗。调校激光具有一个象限仪及五棱 镜(光学方镜)可以用来检验两导轨间的平行度,但空气循环(空气紊流)及温度梯度会使激光束歪曲并减少量测准确度。
2.2 如何应用 LDDM 来解决问题
真直度量测系应用调校激光的激光束真直度来当作参考。激光束在真空下为正确的直线,然而在工厂环境下,会因为空气循环及温度梯度,激光束将会扭曲而减少其真直度。
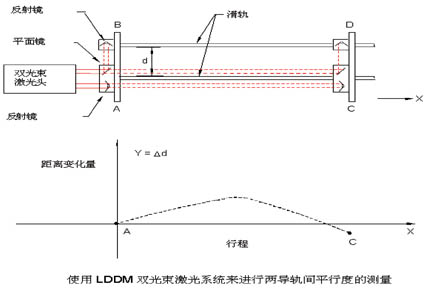
由定义可知,两导轨间的平行度为其之间距离的变化量,如果距离为常数,则两导轨为正确的平行。基于此原理,双光束 LDDM 激光系统可用来量测两导轨间的距离变化量。激光位移量测的准确度为 1PPM ,因此平行度量测可以非常准确。
2.3 如何进行
LDDM 双光束激光系统独特的特性可同时用来量测直线位移与角度位移,相较于一般激光干涉仪,却只能在两种不同架设下分别量测直线位移或角度位移。
首先将双光束激光头固定在靠近两导轨的一端,并将 90 度折射镜如图一所示安装在其它滑座上。安装一个可同时两滑座的机械装置,此时调整激光头、 90 度折射镜及两个反射镜,使返回的光束可以进入接收孔, 然后设定具WindowsTM 软件的笔记型计算机,按下光动公司的图标及 "straightness " 的按键,画面会出现其中一个反射镜的位移位置及两反射镜间位移的变化,在设定画面设定光束的分离量为 1 ,并检查是否为动态数据撷取。此时将滑座移动到起始位置,重置读取值并按下 "start" 按键,再使两滑座连续的由起点位置移动到终点位置,则直线的位置与两导轨间的距离变化量会被测得并储存。数据绘图范例如图一所示,当调校好两导轨后,可重复此步骤,直到达到所要求的平行度为止。
美国光动Optodyne公司的产品是在激光多普勒干涉仪(LDDM)的专利技术发展起来的,将最新的激光技术与微电子、计算机、光电和外差技术结合起来,方便应用于机床直线度和平行度的检测,为机床制造业的大型机床的发展提供最新的机床检测设备。■

MCV-5002 双激光头系统直线度测量


