


图1:JakadofskyJetEngines GmbH 在奥地利Kottingbrunn 的生产工厂一角
(右1: Peter Jakadofsky, 总经理; 右2: Rene Dusl, 技术员; 右3: Istvan Domokos, 产品发展)
这套刀柄夹持系统可以在很短的时间内就收回成本
奥地利涡轮轴和燃气涡轮制造商Jakadofsky JetEngines 公司发现p o w R g r i p® 刀柄系统是一个理想的刀具夹持系统-当使用小直径刀具加工超级金属时,这套夹持系统可以提供: 优异的径向跳动, 可靠的机能以及容易的操作。使用位于瑞士的刀柄生产商REGO-FIX公司的powRgrip® 刀柄系统后, 生产变得更为流畅, 并且产品的公差被控制在很小的误差内。因此, Jakadofsky在年度的刀具消耗上节约了可观的成本, 并且在12个月里,收回了2倍于在powRgrip®刀柄系统上的投资。
公司的CEO, Peter Jakadofsky先生,是航空业非常有经验的人士:到2003年, 他已经在奥地利航空公司做了17年的飞行员。在此期间, 他获得了大量的关于涡轮机的知识。
随后, 他发明了一种齿轮箱与涡轮机一体化的产品,并申请了专利。在1990期间, 他在Kottingbrunn成立了自己的公司, 开始维修法国产的直升机,如Eurocopter等型号。
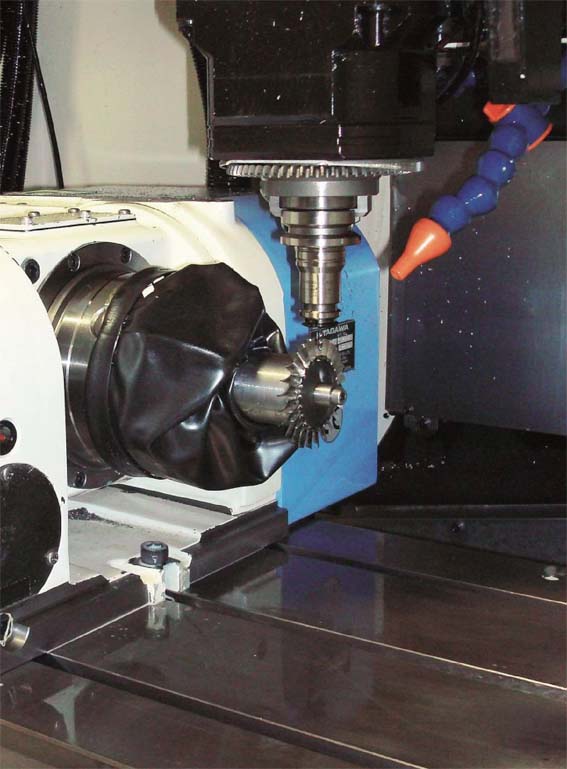
图2:使用powRgrip® 刀柄系统进行涡轮加工工件采用高镍含量和钴含量的超级合金,非擦痕能够难加工
Peter Jakadofsky先生还在飞机, 直升机和航空零件上建立了自己的生产线。
今天, Jakadofsky JetEngines是世界领先的涡轮轴的生产商, 其特点是将Jakadofsky专利的减速齿轮系统整合到涡轮机的铸造中去。
Jakadofsky 专门从事开发和制造涡轮盘。采用先进的五轴/六轴高速加工技术,可以在短时间内加工出标准叶轮的样品和进行生产,其被加工材料范围从航空铝合金,钛合金到高温镍基合金。这些适合极端条件应用的材料,通常难以机加工。而其难加工也因为用这些材料制成的叶轮通常在转速100,000转和700摄氏度的高温下工作。
Peter Jakadofsky解释道:“因为涡轮机通过不断提高速度来增强表现,我们必须在最大化叶轮使用寿命和允许的最高加工速度之间做折中处理。相同尺寸的涡轮机下,只有采用高质量的刀具,刀柄,机床和原材料,才可能到达更好的效率和表现。”

图3:Peter Jakadofsky 在Alouette II上进行测试飞行:“我非常信服powRgrip刀柄系统。我喜欢简单但是可靠的解决方案。”
powRgrip® :完全满足客户的要求
当使用小直径刀具加工超级合金时,Jakadofsky 一直在寻找一种刀柄系统:可以保证精密的同心度,稳定发挥功效并且快速和容易使用。在这个过程中,他们测试各种刀柄系统。公司的CEO Peter Jakadofsky先生解释道: “除了好的CNC机床和刀具,刀柄在这些叶轮生产中起着关键作用。在工作中我们使用各种刀具,包括非常小的直径为3至4毫米的4刃球头立铣刀,这也是由于涡轮叶片间的距离所决定的。”
加工一个涡轮平均需要4~7个小时。在生产过程中最重要的因素是刀具的同心度和100%的稳定性,这样才能保证材料加工的一致性和优异的表面质量。

图4:图左,镍-钴合金制成的涡轮叶盘用于涡轮机。图右,一个用铝7075制成的压缩机轮
Rene Dusl, Jakadofsky的技术员解释道:“尤其使用小直径刀具来加工这些材料时是非常难以加工的,在测试中,powR g r i p® 刀柄系统真正显示了它在减振和高精度方面的优势。”
原因在于这些起作用的介于‘刀具-筒夹’以及‘筒夹-刀柄’间的接触面。这些接触面几乎完全消除了振动。由于整个系统没有任何夹紧机构而带来的高刚性,意味着刀柄的所有壁厚都能用来吸收轴向切削力。
Rene Dusl接着说道:“ powRgrip®刀柄系统的强力夹持,动平衡精度和容易使用给我们留下非常深的印象。鉴于工厂的高要求,传统的刀柄系统,如热缩刀柄,在比较试验中就无法与之相比。所以我们在所有可能的系统中都采用了提供最高同心度的powRgrip® 刀柄系统。
这个高同心度很明显与刀具使用寿命有关: 感谢powRgrip® 刀柄系统,Jakadofsky可以延长50%的刀具使用寿命。这样还可以不用换刀,一个步骤就可以完成粗加工和精加工。在由外向内螺旋式进刀程序中,这是非常重要的,因为整个涡轮的加工不能有任何的加工中断或更换刀具,否则会在工件上留下小缺口。在100,000r p m 的转速下,由于离心力的作用而导致的高的材料应力,会在500到1000工作小时后,在这个缺口处产生破裂。

图5:Jakadofsky 公司专利设计的整体式齿轮减速箱涡轮轴及引擎,用途广泛
Peter Jakadofsky接着说道:“就个人而言,powR g r ip® 系统是一个简单而创造性的发明。使用非常快速,并始终可以得到优异的效果。我们已经使用powRg r ip® 系统有一段时间了,无论在刀柄或是筒夹都没有发现任何磨损。工厂的同心度测试与REGO-F IX标注的一样,都是在3μm以内。我们也测试过其他的刀柄系统,结果是得到的测试数值远高于制造商的规范。
由于大幅度提高了刀具的使用寿命,Ja k a d o f s k y 估计通过使用powRgr ip® 刀柄系统,每年可以节约 €15,000左右的刀具费用。并因为用了高度预调器来预调刀具的高度后,可以大量缩短刀具的准备时间,甚至在使用长的铣刀时也是如此。Peter Jakadofsky总结道:“关键是powRgrip® 刀柄系统在仅仅6个月内就可以收回成本。我非常信服powRgr ip® 刀柄系统。我喜欢简单但是可靠的解决方案。” ■


