


图1:直到使用了powRgrip® 刀柄系统后,才可能成功的运行新的加工工艺,并减少42%的加工时间
刀具夹持系统成为切削难加工材料的总体策略
一些创新的但难加工的材料,如钛合金,已经被越来越多的应用于航空航天领域。要以一种经济有效的方式来加工, 并达到所要求的质量,那么整个生产加工环节必须要正确。由于瑞士REGO-FIX公司的powRgrip®高性能刀具夹持系统,配合航空发动机制造商MTU公司的最优化的铣削方案,使钛金属叶盘零件的生产效率显著地提高。与先前的加工方式对比,该公司成功的将加工时间缩短了42%,而刀具成本更是被节约了76%。
汽车制造业, 和特别是航空航天业, 需要使用各种高技术材料如碳纤复合材料和钛合金等,以此来提供比以往更轻的产品, 节省更多的燃料。现有的如波音787、空客A350和空客A380客机表明,钛合金, 特别是由塑料和碳纤维制成的复合材料, 再与钛金属薄板经“烘烤”而成的复合材料,正在替代铝合金成为制造飞机结构件的常用的材料。
但这就有了个难题: 韧性好,弹性足并且耐腐蚀的优点, 使得这种轻型钛合金非常难加工. 整个加工工艺要求从机床到刀具的所有环节都要高抗热和承受高的机械负荷.

图2:REGO-FIX公司的powRgrip® 刀柄系统在叶盘制造过程中证明了它的价值。任何一个做过测试比较的刀柄系统,都无法提供给TU公司足够满意的效果
对整个加工链进行研究
Martin Brönnimann,REGOFIX公司产品研发部总监:“所有至关重要的工艺参数的完美组合,是构成最佳工艺的基础。因此,极有必要对机床、工件夹具、工件、刀具夹持系统及加工工艺进行严格的检测。
对于刀柄系统来说,Brönnimann在赛车运动中看到了两者的共通点:“如果选用不够结实的车轮进行比赛,没有哪个赛车手可以在赛道上得到动力,还要牺牲弯道的控制力, 结果是赛车手永远登不上他梦想中的领奖台。每一个细节都极其重要,扮演着不可或缺的角色。”
德国航空发动机制造公司MTU公司,通过对切削工艺的整体分析后,成功的找出了加工新型钛合金叶盘的方法。在这个整体的叶盘设计中,涡轮盘和叶片(涡轮盘+叶片=叶盘)组合成了一个整体零件,消除了叶根和榫槽。

图3:来自德国慕尼黑的 MTU航空引擎公司的Götz Lebküchner先生说:“在加工这些薄壁钛合金叶片时,刀具绝对不能有任何振动,否则完全不可能安全的使用新的加工工艺。只有这种高科技刀柄才能帮得上忙。”
为了以最优化的成本, 来生产出这种高质量标准的复杂零件,MTU公司的专家开始检测铣削加工工艺和刀具夹持系统。与传统的加工方式相比,摆动轨迹的铣削方法加上旋转叶片, 无论是粗加工还是精加工, 都能明显节约高要求的插铣加工和叶片的清根粗加工时间。
Götz Lebküchner,MTU公司的材料和工艺工程师:“在加工这些薄壁钛合金叶片时,刀具绝对不能有丝毫振动. 否则完全不可能安全的使用新的加工工艺。发现只有这种高科技powR g r i p® 刀柄才能帮得上忙。”

图4: 创新的铣削加工工艺与powRgrip® 刀柄系统相配合,比传统的加工方式节省76%的刀具成本
因此,这家航空发动机制造商联系到了刀具夹持系统专家REGOFI X公司寻求帮助。而他们提供的powRgrip® 刀具夹持系统正是MTU需要的解决方案.powRgrip® 刀具系统的刀具-筒夹,筒夹-刀柄之间特殊的作用面能够起到极佳的减振效果。夹持力超过1000Nm,即使在加工难加工材料时,powRgr ip® 系统仍能保证刀具被安全的夹持在固定位置上。Martin Brönnimann:“归根结底,powRgr ip® 刀具夹持系统是牢固夹持和高精度夹持的理想组合。”100%精密动平衡的powRgrip®
刀柄同样也有助于减振和高精度的旋转。powRgr ip® 刀柄的细长型的外型设计可以较容易地加工复杂工件.另外, 这个刀柄系统还可以使用内冷刀具或者集中冷却(切削液通过刀杆外围)。所有的powRgrip® 组件都有非常长的设计使用寿命。Martin Brönnimann 说:“即使在加工钛合金时,powR g r ip® 刀柄系统也能保持常温。这一创新的刀具夹持系统保证了在3×D长度上径向跳动误差小于3μm。”
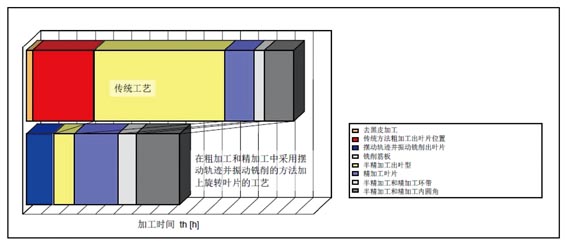
图5:加工时间减少了42%
成功是显而易见的,加工时间缩减了42%,刀具成本减少了76%。Götz Lebküchner:“与创新的铣削工艺配合,powRgr ip® 刀柄夹持系统为叶盘零件的成功制造, 起到了决定性的作用。”
通过检查整个加工工艺中的每个组成部分来优化加工工艺的方法,在MTU公司的案例中显示出了它的价值。Martin Brönnimann:“不过,许多使用者在开始优化加工工艺时,往往先考虑到消耗品(刀具), 而消耗品通常在整个加工工艺中,只有1%的节约潜力。不幸的是, 刀柄, 作为连接CNC机床和切削刀具之间的重要的界面,却很少成为大家关注的中心。MTU公司的案例令人印象深刻,而事实也完全证明了通过使用正确的刀柄系统,可以极大的提高效率,同时大幅度的降低成本。”■

图6: Martin Brönnimann,REGOFI X公司产品研发部总监:“加工环节上的每一个细节都极其重要,扮演着不可或缺的角色。打个比方,在汽车速度赛中,如果配套的车轮不够结实,赛车选手是不可能赢得比赛的。因为这将直接影响赛车手在赛道上的出色发挥。正确选用刀柄夹持系统的重要性如出一辙。”


