


图1 :Andreas Mootz 博士是设在德国霍伊巴赫的埃马克自动化有限公司总裁,负责生产型激光焊接的技术开发
从双离合器到传统差速器:传动技术是汽车行业的重点研究领域。通过新材料和更改几何尺寸,设计师们对不同变速箱的功能做出优化。而且,由于众多轿车对于变速齿轮的需求增加,从未出现过的“大批量”成为齿轮加工的新要求。在已经应用的、用于提升生产效率的创新工艺中,激光焊接是其中之一。在研发 ELC 产品系列时,埃马克专家采用了生产高效的集成工艺。 在研发过程当中,他们还有的放矢地将其在许多典型传动部件生产工艺方面的丰富经验融入其中。
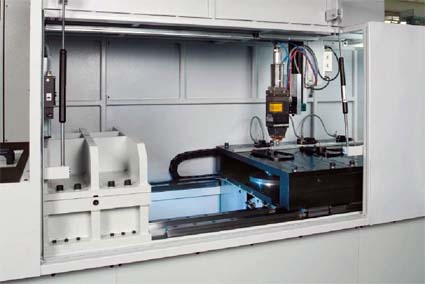
图2 :用于变速箱齿轮焊接的 ELC 160 激光焊接机的加工区。 齿轮将在多达三个工位进行预热、压装和激光焊接
典型变速器部件的苛刻要求首先在于:即便是配备同步轮的小齿轮也是设计相当复杂的。为了能够高效并精确地进行制造,两个部件被分别加工,然后依次进行压装和焊接工序,将其相互连接。“在这一步上,激光焊接被广泛用于现代变速器生产领域”,德国埃马克自动化有限公司总裁 Andreas Mootz 博士解释道,“采用这种工艺可以精确计量并集中激光束的能量到焊接点,使变形最小化,并且达到很高的焊接速度。”另外,埃马克焊接方法可采用能量利用率更高的固体类激光器。虽然传统的二氧化碳激光器效率只有8%,埃马克专家可以在他们的工艺中使其增加到大约20% 的效率。换言之:人们可以使用明显更少的电能来达到同样的光学性能。生产中的能源成本得到大大降低。

图3 :ELC 160 中齿轮与同步环的压装
固定式焊接装置的表现出类拔萃对整个工艺具有类似效果的方法是在ELC 系统中集成不同的生产过程。开始时,工作主轴通过上下料程序自动装夹。不同的部件随后在压装站被夹紧并压装到一起。其间,采用的夹紧技术可保证部件非常精确的定位,从而为焊接提供最佳的条件。通过固定式光学系统的设计,设备和焊接工艺可以获得最高的操作安全性和最佳的光学稳定性。根据工件或材料,部件可以在焊接前感应预热,并在焊后进行刷净。在任何情况下,所有加工过程都只需要一次装夹即可完成。一个变速箱齿轮的完整压装和焊接工序只需 12 秒,而差速器的部件以这种方式最多40 秒便可以完成焊接。

图4 :将同步轮激光焊接到齿轮上。通过在ELC 160 中配置光纤激光器,运营成本降低至一半
激光焊接引导轻量化结构趋势差速器壳体的例子清晰表明,激光焊接技术还为汽车普遍研发开启了更多可能性:例如,一段时间以来,汽车制造商已逐步用焊接连接来代替差速器箱体和锥齿轮间的螺栓连接。结果便是:材料成本降低,重量减轻了大约 1.2 kg。“鉴于汽车行业内推行的轻量化结构,这种节约非常巨大。”
Mootz 博士解释道。
客户将受益于埃马克的经验知识来自霍伊巴赫的焊接专家埃马克有着令人印象深刻的成功史:在过去十年间,总共销售了 50 多台 ELC 系统。所有领先的汽车制造商都在使用这些设备。在固体类激光设备用于变速器和动力总成部件的加工领域,埃马克处于世界领先地位。促成这些成就的原因是什么?“关键就是,针对这些部件的加工,我们掌握了大量的经验知识。我们了解整个生产过程,从一开始的车削、磨削到焊接,直至最后的超声波检测过程。” Mootz 博士强调说,“我们可以研发和设计完整的工艺链。以这种方式就极大地简化了新增生产车间的规划和现有生产车间的扩大。”

图5 :激光焊接的变速箱齿轮
总体市场开发呈现积极态势
德国机械制造商认为总体市场发展前景可控:不仅仅是成功的双离合器变速器需要更多的齿轮,传统的手动变速器也面临着配备更多档位的趋势,因为这将减少燃料能耗,并提高行驶舒适性。“考虑到这一点,我们正提供一种成熟的焊接技术:一方面确保节能和高精度的制造工艺,另一方面可以帮助推进轻量化结构,而且还降低了生产成本。毫无疑问,这是一个成功的、令人信服的融合,” Mootz博士总结道。 ■

图6 :ELC 250 DUO ——用于差速器壳体加工的紧凑型激光焊接单元。作为 DUO 型设计的 ELC 采用双主轴。这种双工位操作的设计可以使工作主轴在主加工时间内同时上下料

图7 :通过差速器壳体和锥齿轮的激光焊接,
可以将装配件的重量减少大约 1.2 kg


