

在金属切削过程中,只有准确地施加冷却液才能达到最理想的排屑效果。然而,对冷却液而言,精度和压力是两个同等重要的因素。高精度冷却要求较低的压力。压力越高,越能出色完成更多要求苛刻的加工应用。
山特维克可乐满凭借先进的喷嘴技术和专用的刀片槽形,引领冷却技术解决方案的发展潮流,这些方案适用于钢、不锈钢以及高温合金材料的所有加工应用。自3月1日起,您将看到在加工过程中应用不同冷却液解决方案的更多选择。
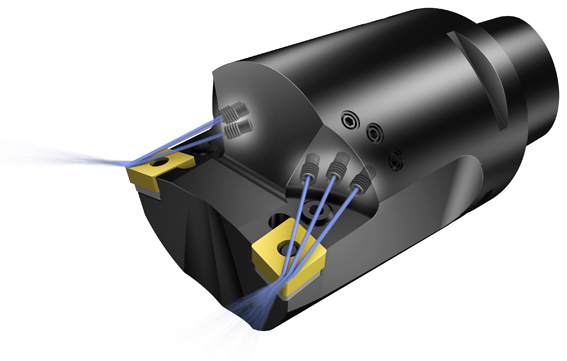
全新的刀片槽形与经过特殊设计的带有固定喷嘴的刀柄,能够确保冷却液精确地喷射到切削区域。
先进喷嘴技术
冷却液由泵输送到刀具,并通过喷嘴精确地喷射到切削区域。这样就产生液压楔作用,从而有效地排出切削区的热量并并使切屑成型。改善切屑控制和延长刀具寿命是两个显而易见的好处 - 由于切削过程安全并可预测,因此避免了机床意外停机。
无论所使用的冷却液压力如何,都可以提高生产效率,甚至在很棘手的应用场合中以及难加工材料切削中均可获得出色的效果。
低压 7–10 bar (100–150 psi)
在低压情况下,全新的山特维克可乐满CoroTurn HP刀柄带高精度喷嘴,由于具有精确的冷却液喷射定向,在准确性上优于常规刀柄,因此在加工钢件与其它常见材料时,能够改善切屑控制,并确保更高的加工安全性。大幅提高切削参数是另一个深受欢迎的原因。
70–80 bar (1000–1200 psi)
加工高要求材料(如双相不锈钢和高温合金)时需要更高的冷却液压力。独特的CoroTurn HP喷嘴技术与SMC、MMC及PMC刀片槽形相结合,能够极大地提高生产效率。
150–200 bar (2200–2900 psi)
很少有机床能为这些高压提供解决方案,然而,山特维克可乐满可提供允许使用高达275 bar(3900 psi)冷却液压力的标准刀柄和刀片。 Coromant Capto夹紧单元具有承受200 bar(2900psi)高压冷却液的能力,可提供无与伦比的性能,并通过缩短装夹和生产时间使机床利用率最大化。
刀柄
山特维克可乐满先进的冷却技术一直以来通过与Coromant Capto®、SL以及QS系统相结合,为客户提供快换的解决方案。现在,同样的高端技术也适用于常规刀柄,这使其成为那些需要进行湿加工客户的理想选择,即使在小型车床上,也能够充分利用这种高效率的冷却液解决方案。


