

几十年来,冷却液在金属切削中一直发挥着重要作用,主要用于切削区域和零件的散热。 过去,如果冷却不良,很快就会出现断刀现象,而如今,由于现代刀具材料的热硬度大,一般的加工作业并不依赖冷却液。干式加工通常是一种较好的替代方案。
但是,在加工一些要求很高的材料、内圆车削的排屑和在某些工序中需要保持热稳定性时,为了降低温度,冷却液仍然发挥着至关重要的作用。 现在,高压冷却(HPC)还作为一种提高生产效率的手段,广泛应用于不同的卷屑效果中。
为了适应较高温度的要求,硬质合金刀具的发展使刀具的硬度大幅度提高,从而获得更大的金属去除率和更长的刀具使用寿命。 使用冷却液弊大于利,由于切削部位浸入冷却液的深度不高,在高温区域冷却液蒸发,冷却效果不十分明显。在很多铣削工序中,冷却液最初还被认为有副作用,因为持续的刀片吃刀增加了热量的变化。这导致了切削刃材料的温度波动和磨损加快。在加工过程中和加工后,冷却液在降低零件上积聚的热量方面发挥更大作用,这意味着零件可保持更加稳定的温度和外形尺寸水平。
山特维克可乐满早期在深钻孔中使用过冷却液。七十年代时,发明了喷吸钻,采用两根相同的管道提供冷却液和排屑,形成文丘里效应。这是一种喷射效应,冷却液的喷射速度随着横截面积的减小而减小。冷却液泵入内管和外管之间,然后通过文丘里效应,在内管的前半部分形成负压,使得部分冷却液随碎屑通过内管吸出。 因此,在有压力时创新地使用冷却液,一点也不新奇。
七十年代和八十年代初,进行了大量的开发工作。1984年,将高压冷却(HPC)的喷射用于车削加工石油行业零件的材料,这些材料要求非常严苛,重点是坚硬材料的断屑。从1985年开始,高压冷却在航空工业的某些领域的应用取得了巨大成功。尽管仍处于研发阶段,人们积累了丰富的经验,并且在1990年引进Coromant Capto形式的模块化工具系统时,采用了带内冷的快换工具系统,这种冷却方式后来成为高压冷却(HPC)的组成部分。 采用这种刀具系统后,机床制造厂马上相继跟进,在所生产的机床上使用HPC,并且无需使用外管和接头。
九十年代,通过与科研院所通力合作,大规模地研发高压射流助推车床。研发的主要目的之一是在车削过程中铝合金的断屑。高压冷却(HPC)助推车床的一项重要研究成果是切削部位的温度比预期的要低得多。这便得出一个结论,高压冷却对难加工材料很有效,并且降低切削区域的温度,改善切削参数,从而提高生产效率。
在1999年召开的工业工具系统第三次国际会议上,关于冷却液的联合科研项目发表一篇论文,其中详细阐述了基于使用压力为400~3,000巴的冷却液的研发。研究重点是切屑的形成、温度和刀具使用寿命。研究成果表明,这种技术对通过改进切屑速度和进给量而提高生产效率很有潜力。 九十年代末,有些机床制造商也开始对高压冷却(HPC)加工产生兴趣。 一个典型的例子来自一家意大利的机床厂商。该公司从事汽车行业专用机床的制造,采用可乐满Capto,通过80~450巴的高压冷却,使非合金钢车削的性能得到了明显的改善。
与此同时,优化高压冷却(HPC)射流在车削钛合金和Inconel 901等金属时的断屑以及延长刀具寿命方面的研发在不断推进。这仍基于Coromant Capto技术,使用的压力范围为100~1,000巴,冷却液流量为2~5升/分钟。其效果完全可与压力为0.5~80巴、流量为30~40升/分钟的传统冷却液的效果相比。Coromant Capto是唯一装有超高压力需要的密封装置的机床接口。喷嘴技术对于实现最佳射流至关重要,尽管这一技术和切削刃对准方面还没有尽善尽美,在此阶段还是取得了举世瞩目的进展,即刀具使用寿命更长、切削速度更快,产生的切屑更短。
当冷却液射流流过切削区域时,在切削刃与切屑之间形成一个“液压楔”。液压楔的压力充当切屑的杠杆,改变了其成形和接触长度。作用力的位置随切屑宽度方向射流的位置和压力变化而变化,增加多股射流造成切屑的聚积效应,便于热量管理。为了实现高压冷却(HPC)的最佳性能,了解液压楔形状、位置和效应尤为关键,其重要性日益明显。因此,喷嘴技术成了开发目标的重中之重,因为成功与否的关键是冲击位置的组合和射流的类型。这种科研成果成为后来开发高压和低压车床和铣床时的标准和订制的高压冷却(HPC)工具系统的依据。
山特维克可乐满在超高压冷却液(射流的冷却液压力为80~1000巴)方面的研发成果形成了Jetbreak理念。这种理念还是基于Coromant Capto技术,因为它是机床接口中唯一从技术上可密封达到如此高的冷却液,且对机床接口的功能和稳定性无任何影响。它还是唯一能采用四个通道和四股射流的系统。 这为快速换刀打下了坚实的基础。
自八十年代开始研究以来,HPC系统技术日益成熟,在本世纪初终于问世。 Jetbreak专门针对航空工业和能源行业的立式车床加工,其中有一根柱塞,成功解决了面对的技术难题,提供了生产效率。这种技术对温度和切屑能够很好地控制,并且大大地改善了零件质量。在车削加工中,这种技术专门解决难加工的材料和切屑难控制的作业。
喷嘴技术对性能优化非常关键,为了实现射流压力、流量、速度和动力的平衡,其中采用了各种各样的喷嘴直径。因此,通过“可变卷屑槽”形成切屑,并按期望的方向排屑。Jetbreak技术最适合加工超合金、钛合金和延性材料。快速换刀是这种方案的重要组成部分,在自动化生产中,十分安全可靠。另外,工艺和应用支持也是一个重要贡献因素。通常来说,如今采用Jetbreak 技术,可使切削速度翻番(即在车削 Inco 718材料时,速度也可从50m/min提高至100 m/min),其中部分原因是切削部位的冷却效果好。但是,Jetbreak技术只局限于静态应用的立式车床,对车床中心和多任务机床而言,还有很大的开发潜力。
如今,机床的高压冷却条件发生了很大的变化。大约四分之一的车床冷却液压力为70巴,而几乎所有的多任务机床都采用高压冷却(HPC),机床冷却压力水平呈明显上升的趋势。高压冷却(HPC)还可用于方杆刀具,实际工作中,使用HP技术,无任何障碍。
在这种背景下,为了适应更加广泛的应用和更多机床的需求,同时作为标准刀具编程的一部分,开发HPC刀具系统便是顺理成章的事情,为Jetbreak的系列范围和应用优势提供补充。山特维克可乐满已经开发并推出了一款刀具程序,使用简单,重点用于最大冷却液压力为80巴的车床。 但是,用于外圆车削和内孔车削的CoroTurn HP标准方案,对只采用低压冷却液的机床来说,也很有优势。HP刀具采用固定喷嘴技术,喷出高速的平行层流射流,可准确对准刀片需要冷却的位置。所产生射流的精度和特性使得这种技术与众不同,无需任何设置。
当机床冷却液压力大于或等于70巴时,HPC工具系统的优势将发挥得淋漓尽致。冷却液压力较低,尽管对标准系列刀具有积极作用,但是不能发挥出全部潜力。如今,进一步的创新已经提高了应用高压冷却(HPC)的可能性,这是由于对刀片槽形的研究进一步改善了冷却效果。
完全的创新技术包括专用的可转位刀片,开发这种刀片的目的是充分利用带有高压冷却液的车床。传统的刀片不适合冷却液射流技术,所以,在使用时需要采用刀柄的HPC刀片非常畅销。 新型CoroTurn HP刀片能最有效地利用高压冷却液,从而有助于射流渗入切削部位。 这些刀片还可克服HPC在使用传统刀片槽形时出现的一些副作用。为了满足冷却液的工作压力在30巴以上(最佳状态在70巴以上)的要求,HPC车床因此而诞生,在同时使用HP喷嘴技术和专用刀片时,这种车床很有竞争优势。
专门开发的刀片上的断屑槽的外缘经过倒圆处理,无论是进行中等精车还是精车时,性能都同样出色。槽形设计能“收集”冷却液射流,形成最有效的液压楔。这种技术延长了刀具的使用寿命,加大了对切屑形成的控制,性能无与伦比,它不仅可以用于车削延展性非常大的金属、不锈钢和超合金,而且在车削广泛使用的不锈钢方面,还具有独特优势。
在开发过程和实际的行业应用中,用这种技术能否成功铣削钛合金与所使用的冷却液有关,冷却液应用越成熟,性能就越好。在铣削时,70~80巴压力的高压冷却(HPC)应用最适当,突显综合优势。因此,当高压冷却已成为当今众多采用旋转刀具的机床的标准配置,这是对钛合金零件的径向铣削优化的潜在资源。
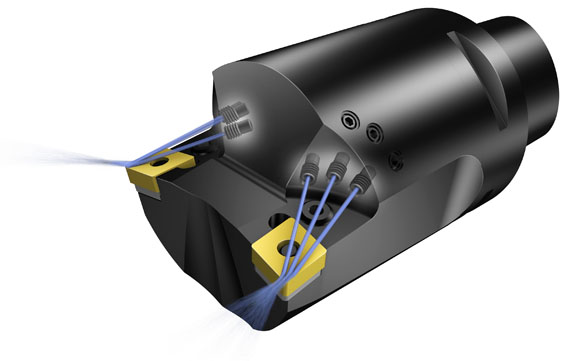
在研发CoroMill 690的过程中,设计了专门用于钛合金铣削的先进的可转位刀片、长刃铣刀以及冷却液通道和喷嘴,为每片刀片提供HPC效应。由于多个刀片沿着铣刀形成径向刃口,冷却液喷嘴在定位时,能够确保最优化的效果。在无需使用铣刀的整个轴向深度的情况下,可以使用塞子代替喷嘴,这样可以避免不必要的空喷射而浪费冷却液压力。供应适量的冷却液是HPC的一个重要考虑因素,特别是采用大量喷嘴和长刃铣刀时,更应仔细考虑。因此,为了根据机床类型、切削参数、轴向切深和刀具特性,提供喷嘴射流的最佳数据,我们开发了专门的流量和压力计算器。
各种验证试验和应用表明,这种技术大大加快了难加工材料的切削速度,刀具的使用寿命延长一半以上。还有一个主要的好处是改善了切屑控制,消除了加工区域和排屑通道的许多问题。山特维克可乐满拥有几十年利用高压冷却(HPC)射流进行加工的创新和经验,现在已经得到广泛的应用,最主要的是,并不局限于难以加工的材料。


