


GLOBAL三坐标测量机正在测量装夹在工装上的叶片,测量机罩外是负责装卸的机器人
自动化的生产环境已经不再是什么新鲜事了。控制系统和信息技术降低了人工参与的需要,这个事实已经存在了几十年。而整合计量设备则是自动化范例中相对较新的概念。通过将质量检测整合进生产环节,企业可以受益于其检测过程中重复性的提升和提高的检测效率,从而获得更好的过程控制。
涉及到集成计量设备的自动化系统,其涵盖了广泛的潜在选择。自动式三坐标测量机(CMM),即那些直接应用电脑控制(DCC)的三坐标,已经得到广泛的应用,在很多情况下自动三坐标几乎完全替代了手动三坐标,它的测量过程完全由测头自动完成,所以,自动三坐标测量机是过程测量、向导式装配加工等自动化系统的一个选择。采用这些集合技术的优点是较低的操作成本、一致的效能和提升的产品质量。但是,采用这些自动化系统的风险多少还是有的。
计量自动化的障碍
虽然自动化系统越来越受欢迎,但自动化系统却有一些局限性。普通的自动化生产系统利用机器人设备方便工件的自动搬运。在某些情况下,如无人职守制造,整合计量工具的全自动化生产单元是效率最高的解决方案;但是在大多数情况下,一个整合了自动和手动进程的半自动解决方案却是效能最大化的解决方案。当企业评价这些系统的优势时,需仔细考虑这些系统何时是有意义的,何时是没有意义的,相关的风险和收益是什么。
最具挑战性的方面当属实施这些自动化项目时技术上的限制。在车间集成一个高精度的三坐标测量机通常是不可行的,这是因为车间有振动和温度波动。另一个局限可能是生产单元的循环时间。周期较长的结果是采用半自动化解决方案。例如,一个工件搬运系统很难判断机器人在一个小时的时间里是否只移动四次。此外,如果一个车间单元生产工件的速度大于计量设备检测工件的速度,可能就要设置一个零件缓冲区,以用于容纳等待质检的零件。

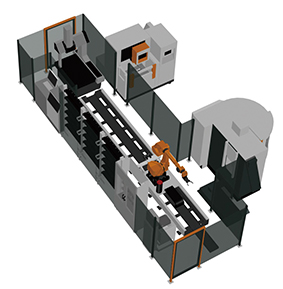
GLOBAL三坐标测量机在一个自动化的电火花加工单元,一个安装在滑轨上的装卸机器人完成零件的装卸
制造商可能面临的更大问题还有工件的清洁——很多人还没有意识到这个问题。零件加工后,会在其表面上残余一些金属屑和油污。在这个状态下,零件不可能获得精确的计量结果,而且重复的测量会损坏三坐标测量机的精度。这个时候经济因素开始起作用。虽然许多人预期的初始成本很高,但是他们却可能忽略所有潜在开支的因素,例如,可能会需要外罩和零件存放的缓冲区;由于机器人与三坐标测量机之间没有标准的通讯编码而缺少交钥匙软件解决方案;缺乏有经验实施工程师;开发成本是必须认真加以考量的其他因素。
为了解决上述的问题,海克斯康计量正在积极改善可行方案。我们的工程师将为之定制程序中间软件,该中间软件可以管理三坐标测量机与生产环境之间的通讯,使得车间现场的活动能够同步。当机器人向三坐标测量机上装载和卸载工件、与三坐标上的外部设备(如零件夹具)接口时,中间软件会与工件搬运系统进行通讯以收集环境信息;它管理和显示所有测量系统状态,并能够告诉您测量是否正在进行、循环是否可控、循环是否终止,或者,工件属性是良好、临界还是不合格等。
带有三坐标测量机的自动化制造单元示意图
半自动化系统
有些时候,半自动化系统甚至比全自动化系统更具成本效益。任何制造商最终的目标并不是工厂的全自动化,而是在给定的条件参数下,获取最大的效能。一个更容易实现的目标,不是绝对聚焦于自动化,而是减小资本支出;例如,一个企业可以高效运行两台三坐标测量机,就不需要三台测量机。在自动化和半自动化工件搬运系统/检测系统之间作选择的另一个成本考量因素是劳动力。如,企业可能认为最好消除5个低薪岗位,这样企业就可以聘请3个高薪人员,这3个人可分别负责编程、操作和维护这个高科技系统。
虽然半自动化的系统可能需要一个高技术水平人员的干预,但它可能是最好的应用解决方案。例如,一个传送带上有4个零件托盘,该传送带自动装在测量机上。虽然一个人必须向传送带上装夹零件,保证始终有一个零部件就位待检。当三坐标操作员因为其他任务走开时,这些零部件不会处于空闲状态。
哪个选择是正确的
对那些正在考虑将检测系统和零件自动化装卸系统整合到一起的企业,最终的决定将基于应用的细节。初始的一些考量因素包括需求的精度、工件的复杂程度、工件检测前的清洁能力,以及首选技术——虽然大部分的应用规范强制限定了技术的采用。
咨询海克斯康计量专家,共同讨论所有涉及的因素,以及相关的风险和收益,我们将为企业实现期望提供更好的思路和方案。■


