


简介
该集团被意大利跨国公司主要从事汽车、工业和海洋产业
公司成立于1976,该集团被意大利跨国公司主要从事汽车、工业 和海洋产业作为一个提供全方位的服务:从概念到设计、工程和制造原型、模型、模具、自动化系统和交钥匙的游艇。该还经营其他行业,包括航空航天,航空,尼龙和橡胶。请咨询:135-2207-9385.
总部在意大利,主要的生产设施,该有关键生产和销售单位的美国、中国和德国为全球的客户提供服务。
LFT的概念
LFT,长纤维增强热塑性材料,英文是Long Fiber reinforced Thermoplastics,是和普通的纤维增强热塑性材料相比较而言的,通常情况下,纤维增强热塑性材料中的纤维长度为小于1毫米,而LFT中,纤维的长度一般大于2毫米,目前的加工工艺,已经能够将LFT中的纤维长度保持在5毫米以上。长纤维经过专用的模具浸渍专用的树脂体系,得到被树脂充分浸润的长条,然后根据需要切成需要的长度。采用最多的基体树脂是PP、其次是PA、也有使用PBT、PPS、SAN等树脂的,只是针对不同的树脂需要使用不同的纤维,才以达到较好的效果;根据最终用途不同,成品可以是长条的,也可以是带状的、一定宽度的板子,甚至可以是棒状的,直接用于取代热固性产品。
LFT的发展
早在20世纪80年代,欧美国家就提出了LFT的概念。只是,由于当时的纤维浸渍技术以及长纤维粒料的注塑、模压成型工艺及生产设备相对落后,再加上当时人们在热塑性塑料的短纤增强、填充及其他改性技术的研究及应用方面取得了很大的进步,从而导致对LFT技术的研究进步缓慢。20世纪90年代中期,随着汽车工业的快速发展,以及人们对环保及节能意识的增强,尤其是能源危机、石油涨价,促使汽车轻量化成为新型汽车的发展趋势,也使得人们再次将注意力转向到了LFT的研究和开发上。
LFT的加工工艺
随着加工工艺的不同,LFT的纤维长度也不同。冲击性能尤其依赖于纤维长度,因此就机械性能而言,压缩成型工艺显著优于注射成型。通常,部件中大约平均5~20毫米长的纤维被认为是长纤维。
在最初的LFT生产中,通常使用树脂加LFT-G长纤维小球,通过注塑工艺来完成最终的产品,由于LFT-G长纤维小球的纤维长度是有限度的,因此最终的LFT产品性能仍然受到限制,近年来,LFT-D-ILC工艺技术成为LFT产品的代表性加工工艺。
LFT-D-ILC称为长纤维增强热塑性材料在线模压成型工艺技术,英文是Long Fiber reinforced Thermoplastics-Direct processing-In Line Compounding。加工过程如图所示。 这种工艺,在线配混系统集成在成型工艺中,基体颗粒和添加剂被输送到重量分析给料单元组合中,该单元根据部件的机械性能要求确保适度的混合。通常,着色剂、抗氧化剂、热稳定剂和交联剂会提供一个合适的配方。熔融化合物通过一个模头直接进入配混挤出机(双螺杆)的开口处。这是加入玻璃粗纱的地方。
为降低粗纱的相互作用,线轴被放在特别设计的粗纱架上。每一条粗纱分别通过一个特殊的塑料管引导,避免了摩擦和静电排斥。每条粗纱均由一个传感器监测。
粗纱通过管子被加入一个预热设备中,它们被铺展在已加热的铁杆上。温度不应再高以防止玻璃纤维被损坏。通过一个特别设计的界面,纤维在进入配混挤塑机时在熔融聚合物中形成取向的排列。
配混机是一个共转、交叉和自清洁的设备,抽气在26D(26×直径)、真空辅助或大气压下发生。添加剂可以利用一个侧向给料设备在14D部位加入。挤出压力大约是40~60巴(4~6 MPa),依赖于聚合物的融化流动指数(MFI)。
混炼挤塑机连续地供应塑化原料,在成型温度下,缝型模头挤出块状模塑原料到一个完全自动化的传送带上。传送带被一个加热通道覆盖以防止挤出的块状模塑原料表面温度下降。当块状模塑原料被处理机械手抓住时,加热通道打开。
块状模塑原料被输送到压制成型设备中,此设备完成BMC或者SMC工艺的工作,如果需要进一步加工处理,则进入下一个工序。
LFT成分
LFT(长玻纤增强塑料)分析立足于微谱分析技术,通过微观谱图分析异型材的各个组分含量,还原基本配方。长纤维增强热塑性材料,是和普通的纤维增强热塑性材料相比较而言的。采用最多的基体树脂是PP、其次是PA、也有使用PBT、PPS、SAN等树脂的。LFT在汽车中的应用较多,主要优势是材料可以在其中配混的灵活性。
LFT与其他材料相比
1、LFT与短玻纤增强塑料比较
和传统的短玻纤增强塑料相比,具备特殊的螺杆、模头及切割器设计和浸润剂配方的LFT技术可以得到12mm以上的料粒活片材,纤维长度和料粒长度相当,让玻璃纤维在最终制品中拥有更长的玻璃纤维长度。一般的短纤维增强,在经过螺杆、注射口、模腔内流动这三个过程后,纤维的长度下降的非常厉害,最终制品中的纤维平均长度已经不到1mm,因此对制品的力学性能的帮助非常有限,而LFT技术,不论事模压还是注射成型,最终测试制品内的玻璃纤维平均长度仍然不低于4mm,因此大大提高了制品的机械性能。和短纤增强的结构件相比,抗冲击、抗蠕变性更好,抗热性能也更优异。
2、LFT与金属比较
和金属材料相比,LFT材料又非常低的密度和非常高的比强度,制品加工方法较灵活,材料回收率高,相比材料的成本较低,部件的功能性和整体性很高,LFT的部件加工设备如挤出机、注射剂或压机、打孔安装设备、模具,相比昂贵的金属冲击设备和模具来说,其成本是很低的,尤其事在生产批量不大的车型,LFT更体现出优异的经济性。因此,与钢制结构件相比,LFT使产品重量减轻了很多,并拥有部件合并性能,这样可以降低成本。
3、LFT与GMT相比较
LFT片材是继GMT(玻璃纤维毡增强热塑性塑料)片材后的新一代的热塑性复合材料,它是以长玻璃纤维为增强材料,以聚丙烯(PP)、PA、PET等为基体材料复合而成。
LFT片材与CMT片材相比较,其突出的优点是:
1、片材在压制过程中流动性较好。
2、片材价格较低。
3、材料的性能基本上与GMT相同。
若客户对材料的抗冲击性能要求较高时,本公司将会提供高抗冲击性能型号的LFT片材以供需要。
4、LFT与SMC相比较
LFT片材的产品制造工艺与热固性复合材料玻璃钢中的SMC(片状模压料)十分类似。同样是用片材在模具中压制而成。 LFT是硬片材加热变软后在模具中冷压,而SMC是在冷态软片材放入模具后热压成型。
LFT片材与SMC片材相比,其技术性能具有如下优点:
1、 无毒、无味,可改善工作环境。
2、 质轻,密度只有1~1.2g/cm3。
3、 边角料及废品可循环使用,最大限度减少浪费。
4、 强度比SMC高,抗冲击韧性尤为突出。
5、 耐腐蚀、电性能更优良。
6、 产品压制速度比SMC快数倍,生产效率大幅提高。[1]
LFT的主要应用
长纤维增强热塑性材料(LFT)一直在汽车工业中用在半结构应用领域。它们的主要优点是诱人的成本/性能比和相对较低的密度。欧洲ELV(end of life vehicle)立法推动了这种材料的发展,该立法促进了再循环,因而也促进了热塑性材料对热固性材料的取代。
在汽车行业中,LFT主要被用于制作结构和半结构部件,如前端模块、保险杠大梁、仪表盘骨架、电池托架、备用轮胎仓、座椅骨架、脚踏板及整体底板等。长纤维增强聚丙烯被用于轿车的发动机罩、仪表板骨架、蓄电池托架、座椅骨架、轿车前端模块、保险杠、行李架、备胎盘、挡泥板、风扇叶片、发动机底盘、车顶棚衬架等;长纤维增强的PA,被进一步扩展到引擎盖内,因为LFT-PA不仅硬度高、重量低,而且高玻纤含量使其热膨胀系数几乎与金属相同,能承受引擎带来的高温。
下面介绍LFT的两种主要材料。LFT-G是短玻纤热塑性颗粒材料(FRTP)技术创新的成果。早期的FRTP粒料长度虽然可达5~6mm,但经过混炼、切粒、塑化、注塑等工艺流程后,在制品中纤维的最终长度往往小于1mm,仅能作为填充剂增加制品的刚性,而对拉伸强度、抗冲击性能的提高十分有限。因此,在当时FRTP并非主流的复合材料。为充分发挥注塑成型生产效率高、成本低的优势,努力将断纤程度降至最低,20世纪80年代初LFT-G诞生。LFT-G制品生产的工艺与GMT相似,也需要两个成熟的工艺,即长颗粒的成型和制品的注塑成型或压塑成型。
LFT-G粒料的直径大约为3mm,长度有12mm和25mm两种,其中12mm左右长度的粒料主要用于注塑成型,而25mm左右长度的粒料主要用于压塑成型。在LFT-G粒料注塑成型过程中,尽管注塑成型机经过很多改良,但限于注塑工艺原因,在最后的制成品中纤维只能达到3.2~6.4mm。虽然这个长度比FRTP注塑成型的纤维长,产品的抗冲击性能也明显提高,但是比LFT-D注塑或者压塑成型的纤维要短,强度和抗冲击性也比LFT-D差。

LFT-D是长纤维增强热塑性复合材料在线直接生产制品的一种工艺技术,它区别于GMT和LFT-G的关键因素是半成品步骤被省去了,在材料的选择上也更加灵活。在LFT-D技术中,不仅纤维的含量和长度,而且连其基体聚合物也可以直接调整到最终部件的要求。通过添加剂的用量多少可以改变和影响制品的机械性能和特殊应用材料的特性,如热稳定性、着色性、紫外稳定性以及纤维与基体的粘结特性等,这也意味着每一种特殊应用都可以通过LFT-D获得其独特的材料配方。
LFT-D压制成型制品的抗冲击性能比GMT略低,但由于比LFT-G成型后的纤维长很多,因此其抗冲击性能明显高于LFT-G。另外,据大量的研究表明,LFT-D注塑的生产率比标准的LFT-G粒料高,因为LFT-D低的塑化要求改善了纤维发生断纤的状况。对于成型周期超过1min的部件用LFT-D注塑设备在30s内就能完成。图3-10为使用LFT-D生产的2003 大众Golf V前端框架。

LFT的回收
相对于回收LFT材料的直接再处理,LFT-D/ILC和定制LFT工艺具有更经济和更环保的优势。生产废弃物和结束生命周期的部件可以加以利用。经过破碎,初期金属部件和粒子,通过单螺杆造粒设备,生产出最适合的粒子尺寸。
LFT的展望
LFT在汽车中的应用快速增多。直接技术例如带有在线配混功能的LFT-D/ILC工艺,显示了最高的增长速度。除了经济上的吸引力,它们的主要优势是材料可以在其中配混的灵活性。连续可变的纤维含量、不同类型的纤维,再加上工程塑料,打开了潜在的应用领域。
为满足半结构部件的组件要求,专门用于承重部件的织物增强材料可以整合在LFT-D/ILC技术的进一步发展之中,称为特制LFT。原型部件显示,增强的特制LFT部件是金属/聚合物混合结构的一个重要选择。
使用无漆薄膜成型(PFM)工艺制备的外部车身板的实现为LFT打开了新的市场。巴斯夫、Dieffenbacher和Fraunhofer Institut Fur Chemische Technologie公司合作研究了平滑表面膜与苯乙烯共聚物(例如ABS、SAN)基LFT 反压成型的化合物。
研究的主要目的是使用压缩模塑进行大表面积部件的模具均匀填充技术,避免纤维的破坏和注射点表面的浇口痕迹。压缩模塑带来的短循环时间和薄壁厚,还有增强的冲击性能同样具有吸引力。加入矿物填料或使用合成的人工或自然纤维以及碳纤维进行材料改性为LFT-D/ILC技术带来了广阔的发展潜力,从而产生大量潜在应用的特制材料配方。
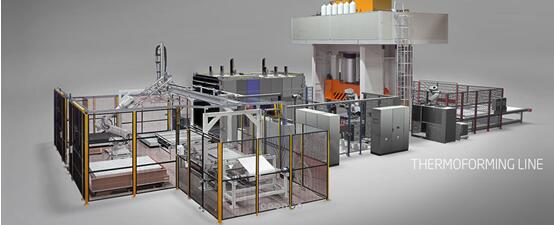
用于SMC、BMC、DMC、GMT、D-LFT、G-LFT等热固性、热塑性复合材料的模压成型。该类制品广泛应用于船舶汽车、建筑石化、能源建材、电力电器、电子通讯、轨道交通、航天航空等领域。具有高效、高配、高可靠性及低能耗等特点。
全自动长纤维增强热塑性复合材料(LFT-D)模压生产线介绍
LFT-D(Long-Fiber Reinforce Thermoplastic Direct)中文译为直接在线长纤维增强热塑性复合材。意大利persico汽车复合材料整体解决方案于的LFT-D生产线,满足了汽车工业对复合材料零部件大批量、低成本和高质量的市场需求。
在汽车工业中,由于长纤维增强热塑性复合材料不仅密度低(1.1~1.4g/cm3),而且具有很好的力学性能,其拉伸强度、弹性模量、冲击韧性、耐热性和耐蠕变性能均明显优于短纤维增强的热塑性塑料,特别是其抗冲击性能高而通常被设计用于汽车的结构件和半结构件,如:前、后吸能保险杠,前端模块骨架,仪表台骨架,前、后座椅骨架,车门模块骨架,备胎仓,电池箱以及车身底部护板和隔声罩等。近年来,还有些汽车的后举门内结构板和踏步板都有选用LFT-D材料制成,其应用得到了不断的创新和拓展。
除汽车工业外,LFT-D模压技术还广泛应用于机械、建筑、体育娱乐、电气电子、物流和园艺等各个工业、民用领域。

工程
该汽车的技术熟练的工程师和技术人员的过程和系统专家。
他们与客户合作,从初步设计阶段开发和实施所需的系统、工具和设备,如有必要,它们与现有的生产线集成。在未来,当你停止制造特定的组件,我们的工程人员可以协助你重新装修或新的生产线需要转换。

该提供了一个广阔的技术先进的工程服务:

• 协同设计
材料测试和原型
试生产
模具和设备的设计
交钥匙系统设计¬和生产,包括完整的厂房、设备及模具。
生产前的测试页
• 在客户的工厂生产系统的安装和启动
客户人员的培训
在生产过程中的技术服务
对新生产厂房翻新和转换的需求评估。

设备
作为一个交钥匙系统生产商,该拥有一个广泛的采用不同的技术标准的解决方案组合。
我们丰富的经验和成果,在汽车行业证明我们了解并满足客户的需要。

我们所有的技术和制造机械与气动设计,为整理和总装汽车内饰件材料构成的液压和电气系统。
该系统可以提供完整的生产:
• 地毯成型、发泡、切割
• 轮拱和引导侧成型和切割
• 车顶衬里成型、切割、覆盖、折边、总装
• 门面板,插入和扶手(天保)形成,背部注射、真空罩、无缝覆盖、折边、thermocovering,焊接和密封
• 仪表板、隧道及绝缘成型、发泡、切割
• 发动机的热空气和红外加热下,成型和切割
• 仪表板(天保)成型、切断、前缀、新闻覆盖、发泡、包边
• 隔热板成型和切割
• 帽衬成型和切割
• 后座盖包边
• 靴子落地Baypreg成形,覆盖和包边
• SMC、GMT、LFT压缩技术,HP RTM的外部零件
• 碳纤维部分预成型、切割和热塑性成形

压力机
该汽车提供汽车生产线按不同的组合。
2007该收购所有的工业和知识产权的泰伦佐法新社,1934建立了一个著名的印刷机制造商。因此,该已为汽车应用提供最高质量的印刷技术和诀窍。

切割和热固性成型/覆盖

• 0-49吨
• 50-249个吨
• 250-399吨
• 400-600吨
热塑性成形
• 0-49吨
• 50-249个吨
• 250-399吨
• 400-600吨
发泡
• 0-49吨
gmt-lft / smc-rtm
• 150-999吨
• 1000-4000吨



