装配线每年可生产 1 百多万件电子驻车制动器
汽车工业: 控制与 MES 系统间的完美通信确保了最优的质量和安全标准
汽车工业: 控制与 MES 系统间的完美通信确保了最优的质量和安全标准
汽车中的传统手刹已逐渐被电子驻车制动器(EPB)取代。停车时,电子驻车制动器自动制动;坡道起步时,电子驻车制动器在自动调节制动拉索的同时松开驻车制动。隶属于 Küster 集团的 Küster Automotive Control Systems GmbH (ACS)是欧洲市场上电子驻车制动器供应商的领导者之一。2011 年,该公司报告称共生产了 120 多万件电子驻车制动器。生产电子驻车制动器的四条装配线都使用 Beckhoff 技术实现了全自动化。技术亮点包括电子驻车制动器的集成式数据库引导过程监控和电子校准。

带独创汽车后轴的电子驻车制动器(EPB)。图片显示了拉索线路,包括制动钳中的制动拉索
Küster 技术已在大多数汽车制造商制造的成千上万辆汽车中使用。
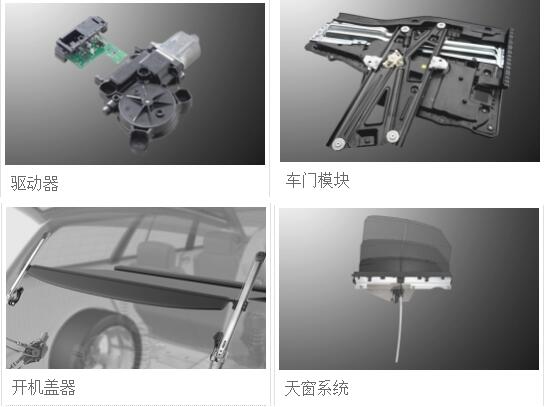
Küster 组件包括机械或电子驻车制动器、车窗开闭调节器、全套车门系统以及消音器和排气阀。Küster Automotive Control Systems GmbH (ACS)是 Küster 集团旗下的五家公司之一,位于德国 Ehringshausen,为不同的欧洲汽车制造商生产电子驻车制动器。Küster ACS 自 2003 年起便开始使用 Beckhoff 技术来控制其生产设施。今天,Beckhoff 基于 PC 的自动化技术已成为 Küster ACS 大型控制系统的支柱。
生产、测试和校正过程的细致文件记录
毋庸置疑,电子驻车制动器生产的控制和监测要求十分复杂。一方面,其生产受到价格压力的强烈影响,即意味着装配过程必须有效且高度自动化,这是最基本的要求。另一方面,电子驻车制动器是与安全相关的车辆组件,即意味着其受到严格的测试和文件记录要求限制。另一个复杂情况便是:电子驻车制动器装配有专用的电子系统;该专用的电子系统随后会与车辆通信,因此,在不同的操作状态下,必须对电子系统进行校准(倾角、制动曲线等)。在所有的生产阶段,包括物料运送、不同的制造步骤、校准、功能测试和装运,生产线的控制和测试单元都会通过 Beckhoff C6140 工业 PC 与中央数据库通信。工业 PC 充当耦合系统,自动收集所有系统组件的数据并把数据捆绑传送至服务器。耦合系统和装配站间的通信通过 TwinCAT ADS 进行。C6140 也会进行远程维护和诊断。数据库批准所有的控制命令并细致地记录整个生产和校准过程以及随后的功能测试。每个独立的电子驻车制动器都会经过 100% 的测试。“这就是其与‘标准’生产的不同,‘标准’生产是基于生产计划进行装配和交付。而 Küster 的成品 — 电子驻车制动器 — 会进行测量并按需进行校正,”Beckhoff 法兰克福分公司销售团队的一员,Olive Barwitzki 说。数据交换以极高的速度进行:取决于范围,控制模块中数据库查询的平均响应时间大约为每次查询 100 ms。假如年产 120 万件电子驻车制动器,如同 2011 年的情况一样,则大约生成了 130 GB 表数据。
电子驻车制动器生产、校正和试验台的控制几乎都(98%)由 Beckhoff 的自动化技术进行处理。Küster 的经理对 Beckhoff 解决方案的紧凑性和灵活性、高速的处理速度和超高的性价比印象深刻。“Beckhoff 控制平台的另一亮点在于,除了单纯的过程顺序控制之外,测量技术(力量和位移测量)也可继承在控制系统中,”Oliver Barwitzki 说。Beckhoff 技术的另一优势在于,与电子驻车制动器控制电子元件的通信可通过 FC5101 插卡和车辆专用 CAN 总线协议(装配有 11 或 29 位 CAN 识别器)从 PLC 直接进行。
Küster 使用了整个系列性能可扩展的 Beckhoff 产品:控制装置包括 BX 系列 Ethernet 总线端子模块控制器、嵌入式控制器 和作为行尾计算机的 C6650 系列工业 PC。软件包括 TwinCAT I/O、TwinCAT PLC 和 TwinCAT NC I。它们的共同点在于,所有的控制器都在一个网络中运行且与数据库相互配合。

用于校正系统的控制柜 电机和齿轮组的预装配

Küster Automotive Control Systems GmbH 是欧洲市场上电子驻车制动器 (EPB) 供应商的领导者之一。生产电子驻车制动器的四条装配线都使用 Beckhoff 技术实现了全自动化。
Küster ACS 严重依赖于 TwinCAT 软件。例如,TwinCAT NC I 于 2010 年首次在上海被用于电子驻车制动器模块化生产的装配线末端。电子驻车制动器外壳必须绝对密闭,因为车辆会经常接触到水。密封过程通过TwinCAT NC I 控制器的 XY 平台实现。这是确保恒定的轨迹速度和连续的密封剂应用的唯一方法。

作为标准的 Beckhoff 控制技术
Beckhoff 技术在 Küster 的成功应用始于 2003 年,作为首次电子驻车制动器试验台上的试用,并沿用至今。凭借其于开放的控制技术和灵活性,Beckhoff 很快便成为 Küster 的标准控制技术供应商。如今,整个 Küster 集团都在使用 Beckhoff 的控制器,而且这种上升趋势还在持续。同时,Küster 还向其供应商指定使用 Beckhoff 技术,从技术上讲,Küster 和 Beckhoff 之间的关系正不断地加强。当 Lightbus 协议不在能满足 Küster 的速度要求时,Beckhoff 正巧开发出了 EtherCAT 现场总线。

操控装置和 MES 系统间的完美通信
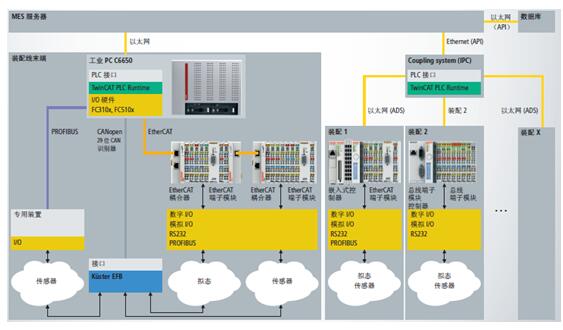
电子驻车制动器生产的每一步都必须进行批准、测试和记录,控制构架正是按照这种要求成形。(参见图解)另外,其包括系统计算机和装配有 TwinCAT PLC 自动化软件的 C6650 控制柜工业 PC,用于控制生产。制造执行系统(MES)数据库记录过程中的所有事件。Beckhoff 控制器和 MES 间的互动非常集中。通过 iTAC 软件 AG(Oracle 数据库供应商)、Beckhoff 和 Küster 生产设备部的合作,用于此的适当编程接口可在短时间内执行。
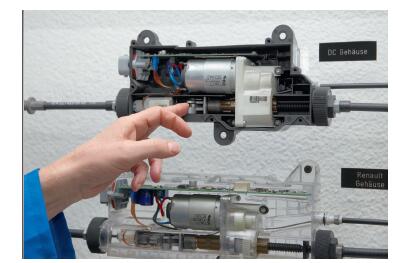
电子驻车制动器组件:顶端是带倾斜传感器的控制印刷电路板。中间是(DC)电机/齿轮组。通过花键轴的旋转运动生成扣紧力,花键轴额外装配有力传感器和应急释放机构。所有的组件都装配到成品电子驻车制动器中,随后进行测试。

可在前台中的产品传送器上看到电子驻车制动器外壳盖,其后是刚装配好印刷电路板的电子驻车制动器外壳。下一步是装配电机/齿轮组。
Küster – 汽车工业的系统合作伙伴
总部位于德国 Ehringshausen 的 Küster 集团是汽车工业的国际系统或作伙伴。该家族企业成立于 1926 年,特别注重操作、车门和齿轮系统。所有 Küster 产品的共同特点就是它们的操作原理都是基于拉索。在竞争相当激烈的汽车供应商市场上,Küster 的强势地位来自于它致力于创新的决心、面对多变市场环境的适应性、生产效率和对严格质量标准的遵守。在汽车领域,Küster 的客户包括 30 多家汽车制造商,所有都是欧洲的大品牌制造商。自 2000 年以来,Küster 集团的销售额便开始翻倍增长。2011 年,公司销售额达 4.2 亿欧元,员工数达 3,000 人。

工件固定器中的经校正过的电子驻车制动器。装配到外壳中的最后一个部件是车型专用支架。
大约 100 台控制器被连接到数据库,这就意味着数据库必须处理大量的数据。每件电子驻车制动器,数据库会存储大约 250 个测量值和测试数据,其中大约 150 个会在最终生产线末端验收时被收集。文件记录确保了只有批准的部件才会被使用而产品会满足最高的质量和安全标准。每生产一件电子驻车制动器,必须能够追踪每个组件,能够查找到螺钉、衬垫或外壳的批次。一旦发生投诉、供应商不得不承认质量缺陷或运输损害情况时,这就非常有用了,这就可以实现追溯并准确地查找到哪个批次受到了影响。
在自动化、生产过程控制和产品开发方面,Küster 总是走在技术开发的前列。最近的一个例子便是用于电子驻车制动器生产的远程维护在中国的实施。在产品方面,Küster 总是有值得报道的进展。随着自动排气和消音器,这些具有彻底变革排气技术潜力的技术发展,Küster 已准备好投放下一个具有潜力的明星产品。Küster 生产设备部已装配好配备有 Beckhoff 控制器的第一条生产线。