(一)日本NACHI(那智不二越)7轴“手腕”机器人MR20/20L
MR系列 MR20/20L—动作自如的7轴“手腕”机器人
特点:
采用可进行更加复杂动作的7轴结构。
在以往的6轴结构机器人无法实现应用机器人的狭小空间内以及存在障碍物的地方,也能够运用自如。
小巧紧凑的机身与强有力的手臂。
可实现节省空间的布局设置。小巧紧凑的机身,充分的搬运能力,可搬运重量20Kg,最大为30Kg(不限定工作范围)。
规格:
型号 | MR20-02 | MR20L-01 | |
结构 | 关节型 | ||
自由度 | 7 | ||
驱动方式 | AC伺服方式 | ||
最 | JT1 | ±3.14rad (±180°) | |
JT2 | +.96~-2.09rad (+55~-120°) | ||
JT7 | ±3.14rad (±180°) | ||
JT3 | +2.35~-2.89rad (+135~-166°) | ||
JT4 | ±3.14rad (±180°) | ||
JT5 | ±2.35rad (±135°) | ±2.42rad (±139°) | |
JT6 | ±6.28rad (±360°) | ||
最 | JT1 | 2.96rad/s (170°/s) | |
JT2 | 2.96rad/s (170°/s) | ||
JT7 | 2.96rad/s (170°/s) | ||
JT3 | 2.96rad/s (170°/s) | ||
JT4 | 4.36rad/s (250°/s) | 6.28rad/s (360°/s) | |
JT5 | 4.36rad/s (250°/s) | 6.28rad/s (360°/s) | |
JT6 | 5.23rad/s (300°/s) | 10.5rad/s (360°/s) | |
可搬重量 | 20kg*1 | 20kg | |
手腕扭矩 | JT4 | 80.8N・m | 49N・m |
JT5 | 80.8N・m | 49N・m | |
JT6 | 44.1N・m | 23.5N・m | |
手腕惯性力矩*2 | JT4 | 6.0kg・m2 | 1.6kg・m2 |
JT5 | 6.0kg・m2 | 1.6kg・m2 | |
JT6 | 2.3kg・m2 | .8kg・m2 | |
位置重复精度 | ±.06mm | ||
(二)日本DENSO电装投资-水平多关节机器人 HSR-048/055/065

快速启动,快速持续运行,正确停止。
臂长|480・550・650mm
上下行程|100・200・320mm
最大可搬运质量|8kg
标准循环时间|0.28・0.31秒
特点:
① 高速运作
实现最高等级的高速运作。通过提高CPM(每分钟转数),可实现高速长时间运行。
② 连续运转
实现长时间连续运转。通过提高底座部位的散热性,实现了实际工序中要求的长时间连续运转。
③ 防振控制
通过对机械臂状态的动态控制,可在短时间防止机器人振动。可抑制高速搬运时的振动及残留振动,缩短循环时间。
④ 轻量化
新设计,高刚性、轻量机械臂。高刚性和轻量化兼顾,实现高可搬运质量(8kg)和高速运作。
⑤ 设置方向自由度提升
通过轴反转、设置方向可转换。可选择地面安装、吊装。(※安装类型改变时,请询洽。)
⑥ 最佳配置
将大容量电机与基本组件相统一,通过臂前端轻量化和臂构造最优化,提升其高速性。
选项品:
① 配线辅助臂用保护组件
保护外部配线,防止电缆散乱或断线。
② 内置以太网规格
机器人主体内置以太网电缆,方便与外部机器连接。
③ 外接电池规格
可将编码器备用电池设置在机器人外部,更换电池更容易,提高了可维护性。
④ 配线保护附带挡块
利用Z轴上部轴承中空孔洞进行配线时,可保护配线。
(三)日本安田亚司达YASDA立式加工中心

日本安田亚司达为实现最高水平的高精度加工,CNC JIGBORER“V”系列中毫不吝惜地采用了高刚性结构、预载荷自我调整主轴、机体温度控制系统等YASDA独有的技术,配合时代需求,不断改进。通过搭载全新的先进软件以及高功能测量系统等,将高精度加工推向了一个全新台阶。
V系列作为高精度、高品质加工机床确立了其不可动摇的地位,而通过搭载最新的软件,使其具备了更为强大的功能。
搭载高刚性“预载荷自我调整型主轴”,兼顾了重切削与高表面品位加工。通过“机体温度控制系统”将机体的热变形控制在最小限度,可实现长时间的稳定的高精度加工。搭载高精度补偿功能“HAS-4(High Accurate & Speedy machining system)”,让高质量的NC数据准确的反映在加工中,实现高精度、高速高精密加工。咨询电话:135-2207-9385
高级铸铁材质的机体采用热变形较少的龙门对称型热对称结构,与此同时,立柱与冠梁一体化的桥架,让高刚性得以实现。通过最大限度的将滑鞍水平安装在冠梁上,确保其重心位置处于冠梁内,由此避免产生扭转力矩、抑制姿势变化,从而保持精度的长期稳定。
经过高精度磨削加工后的导轨在进行抛光处理后,被安装于经过刮研加工后的主构件导轨缔结面上。为了将各导轨的滚动误差、间距误差、偏摆角误差控制在最小限度,通过反复进行直线度测量、导轨拆卸、缔结面二次刮研等作业,确保高度的直线性与几何精度。
参数:
(四)日本大鸟车铣复合5轴加工中心

日本大鸟车铣复合5轴加工中心特征:
1.装备独立铣削用主轴和车削用刀架台。
2.车削模式下工作台转速为2,000min-1。可实现小径零部件加工的高速旋转工作台。
3.一台自动刀具交换装置(ATC)即可应对铣削•车削刀具需求。
参数:
FTV-500HV |
|
各轴移动量 | |
X×Y×Z(mm) | 820×500×550 |
B (deg) | -100~90 |
C (deg)(铣削模式) | 360 |
工作台 | Ø400 |
快速进给速度 | |
X×Y×Z(m/min) | 48×48×48 |
B (min-1) | 15 |
C (min-1)(铣削模式) | 50 |
工具主轴旋转速度(min-1) | 15000 |
工作台(工件主轴) | 2000 |
工具主轴端(调用编号) | BT40 |
旋削刀架台端 (调用编号) | BBT40(2面贴合) |
(五)日本和井田坐标磨床

❶和井田坐标磨床UJG75
和井田坐标磨床UJG75沿用UJG-35的特点,再大幅扩增加工范围的坐标磨床,所有精密模具皆可由本机型加工。联系电话 ;135-2207-9385
用途及材料:
① 对精密模板、精密零件、夹具等的孔或轮廓形状进行加工。
② 可针对大型精密模板、精密零件、夹具等的孔或轮廓形状进行加工。
特点:
① 采用宽尺寸工作台(1,300×650mm),能针对大型工件及多任务件进行加工。
② 采用自动偏心切入U轴机构(专利),能大幅缩短加工时间,并加长连续无人运转的时间。
③ 便于操作的独创软件,可简单地建立NC程序。
④ 配备了高精度机上检测(选配件)。
⑤ 解决了油附着到工件上造成的精度管理困扰。
规格:
– XYZC四轴同时控制
– 工作台尺寸1,300×650mm
– 工作台移动量 (X) 1300mm
– 工作台移动量 (Y) 650mm
– 套管轴上下移动量 (Z) 120mm
❷和井田坐标磨床UJG35

颠覆传统概念的高效率加工的坐标磨床,同时兼顾操作性。利用U轴构造和独创软件,解决了坐标磨床磨削加工是的诸多问题。可连续加工异形孔,操作方便,性价比高。
用途:
针对对精密模具、精密零件、夹具等的孔或轮廓形状进行高精度的加工。
结构特点:
新型U轴构造,刚性提高,可大幅度缩短加工时间。随着加工范围的扩大,连续无人运转性能得到争强。
防止油飞溅,解决了油辅着到工件上造成的精度管理麻烦。
软件操作简单,从用户角度出发,软件简单易学,容易实现高精度。
精度胜过测量仪。
充分考虑环境因素的密封罩。
加工案例:

(六)日本岛田自动车床
❶日本岛田shimada双轴自动车床

本机最适合:切削时间短,装卸时间长的零件;需里外两面加工,且两序加工节拍不平衡的零件。手动装夹情况下,装夹频繁的零件。联系:135-0128-2025
第1主轴加工进行时,第2主轴进行装卸。主轴交换分度时间0.9秒。工件的装卸在机械外侧进行,所以工件的着脱与夹具更换十分方便。一台可里外两面加工。
规格:
❷日本shimada岛田4轴自动车床
特点:
※第1、第2轴加工的同时,第3、第4轴装卸。
※ 因为是立式设计,所以体积较大且较重的工件的上下料可便捷实现自动化。
※ 与最大加工直径形成鲜明对比的是机床占地面积小、节省空间。
※翻转加工工程可正、反两面同时加工(OP1、OP2同时加工)。
※两主轴相同工件加工工程(1次加工2个工件)加工节排节省1/2。
※ 1台设备不同种工件同时加工工程(工件A/工件B同时加工)。
规格:
❸日本岛田shimada多轴机
特点:
最大3基NC导轨,兼备凸轮机切换时间短的优点;带有棒料送料装置;NC可实现高效率端面导轨,交叉导轨和背面主轴均可选配NC;可自动补正分度误差,从而实现单轴NC车床的高精度加工;可实现短时间的对刀调整;端面导轨采用双山形导轨,保证加工刚性与寿命精度。
规格:
(七)日本山阳SANYO齿毂成型机

本机的作用是,高速、短时间的进行传动零件(离合器轮毂筒等)的端面修整(端面的镜面切割)以及螺丝开孔(油孔加工)。另外,通过安装搬运装置和自动定位装置,可以实现全自动无人化运转。电话:13522079385
特征:
1、无需担心发生钻孔加工那样的第二面毛刺。
2、通过冲孔机&模叉进行加工,刀具的寿命延长,工具管理简便。
3、切屑以固体状态排出,处理容易。
4、无需配置切削油装置,有利于改善工厂环境。
5、各部件以及夹具上下移动通过伺服器控制,孔位置的调整,换活只用程序控制,十分简便。
6、油孔径的差别可以通过螺丝自动更换装置调整,无需换夹头。
特殊附件:
开孔加工后的毛边检测装置
自动工件定位装置
螺丝型冲孔机&模叉
上下定位NC装置
自动搬运装置
除屑装置
修整型冲孔机&模叉
螺丝自动更换装置
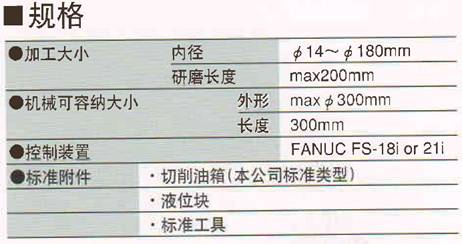
(八)日本山阳SANYO磨床

■特征
●工件主轴
大径(φ 80mm)。润滑为CSP润滑。动态平衡方面,包括周边设各在内,都十分完美。(纯圆精度根据本公司标准测试结果,保证在5u以内。)
●磨石主轴
10000rp m,20000rp m,25000rp m,35000rp m,45000rpm,全机种主轴的轴承都使用陶瓷,润滑为CSP润滑(一部分为油雾)。
传送带驱动规格,内置马达规格都采用高输出的5.5kw~14kw的强力马达,可以实现强力研磨。
●滑动
X(滑块上下)• Z轴(滑块左右)都采用动压•静压滑动滑块。
滚珠轴承支撑滚珠都采用CPS润滑,对滑动面进行精细的镜面研磨的同时,长时间不用进行维护。
●高速搬运机械加料机(选配)
本机一体型机械加料机装置是一种高速•高可靠性的搬运系统,它采用与主机一样的控制装置,可以实现较高的统一性,另外,结构部分全部为原创设计刚性较强,最大可以承受吸9kg的搬运重量。
规格:
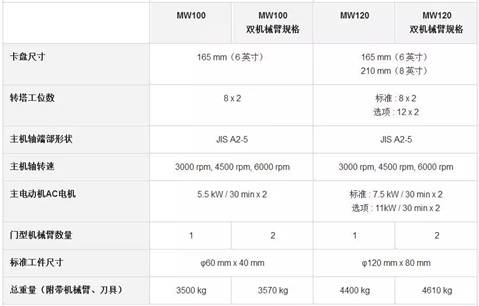
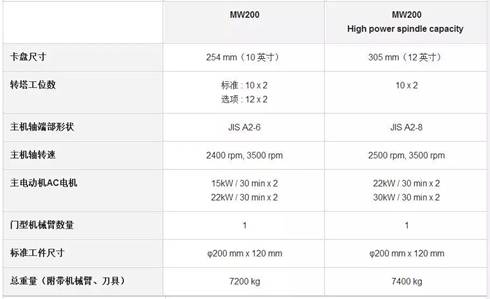
(九)日本MURATEC村田平行双主轴数控车床MW系列

平行双主轴数控车床MW系列为以传统高刚性高精度特征刚性柱/转塔基轴构造为基准,发挥双主轴车床优异之处以实现合理化制造生产。
参数: