霍夫勒的圆柱齿轮技术不仅降低了齿轮的生产成本,提升齿轮精度,而且其精细化设计,能完美应对各类齿轮从粗加工到精加工的整个工艺流程。此外,凭借我们数十年的专业技能以及高度创新能力,配合高标准研发能力,现已成功搭建起全球化的服务网络以及现场应用服务体系。这在如今以及未来数年中,都能确保我们的领先地位。
联系:135 2207 9385
下工艺步骤: 包括工艺设计、切削、测量、去毛刺、磨削和质控。其中齿轮生产软件(Ge a rProduct i on)是成功完成以上各步骤的关键因素,它能提供优化的过程控制以及简便的操作,确保提高日常生产效率。
霍夫勒圆柱齿轮机床根据实际应用进行研发,满足不同行业的需求。其服务的客户包括:航空、汽车、采矿、建筑、工业齿轮箱以及风电等行业的齿轮或齿轮箱签约生产商。
HF系列滚齿机适用于小型工件和中等尺寸工件,直径最大可达2000mm。其凭借稳定性和可靠性占据市场。此机床系列完全适用环保性高的干切,根据需求也可用于湿切。
所有HF系列滚齿机的可移动外罩或导轨和床身之间都具备理想的防震性能。大尺寸、高精度且具有强大预紧力的V型设计滑动导轨,在所有数控轴上都能够可靠地消除切削带来周期性的影响。因此H F系列能够配有多刃大尺寸切削刀具,增大切削量,缩短切削时间,从而提高工作效率。
自行研发并组装的机床工作台,配有坚固且高精度的轴承,由无磨损强力力矩电机直接驱动,同步精确、无噪音。此外,机床工作台保证快速且精确的位移定位,每次更换工件时机床可以自动进行补偿。这能确保切削质量均匀,刀具磨损低,同时测量结果重复性高。
干切是机床标配,具有环保性
所有数控轴采用双V导轨,结构坚固
通过高效刀具系统提升切削量,缩短切削时间
机床工作台由无磨损强力力矩电机直接驱动
更换工件后,无需人工干预,工作台驱动自动优化
安装调试时间短,切削工艺成本低
切削质量均匀,刀具磨损低,同时测量结果重复性高
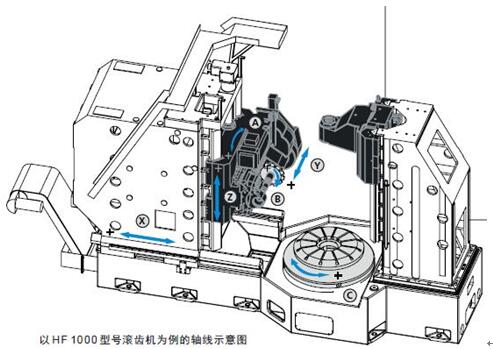
数控轴
A 带有螺旋角的切削头
B 切削主轴
C 旋转工作台回转轴
X 切削滑台进给轴
Y 切向位移轴
Z 轴向冲程轴
多种机床配置满足不同需求:
独创性利用不同刀具概念节省时间,提升产能:
以一台五轴联动的加工机床HF2000为例,在加工双螺旋齿轮和人字齿时,大大节省了加工时间。
工艺流程:
1. 通过盘状刀具粗切削,尽可能去除余量
2. 用标准圆柱形滚刀或指型铣刀在整个齿面上加工齿形
3. 通过球头铣刀加工齿根
4. 采用标准硬质合金铣刀,指型铣削工艺,加工双螺旋齿轮的整个齿形
结 果:
工件一次装夹中,可以进行开槽、滚齿和铣齿等所有加工步骤。整个过程只需要进行一次必要的数据输入。与现有的和传统的加工方式相比,此智能组合方法可节省50%以上加工时间。
干切符合环保标准
垂直切屑直接流入收集装置,优化排屑方式
节省冷却润滑剂
可装载硬质合金刀具,相较于传统刀具,其切削速度更快
刀具磨损低,安全性高
相较于湿切更加环保,可靠安全
高品质齿轮倒角(”Facer ”)(可选)
创建可自由定义的高品质倒角
机床内置单元
设置和调整工作操作便捷,降低单件成本
使用成本效益高的通用工具
程序已知完整的齿轮几何尺寸,工艺步骤无需指导,全自动执行
单件生产的理想选择
配有指型铣刀的先进技术,适用于人字齿轮加工(可选)
用于齿轮间退刀槽较小或无退刀槽的双螺旋部件
机床内置操作单元
适用于有锥度问题的工件
适用于低锥度的键槽切割
不同的工艺和刀具组合提升生产率和柔性,同时保护精加工刀具

同时具备干切和湿切功能,提升机床柔性
针对不同的应用案例使用恰当的方法
增加机器的柔性
快速切换运行模式
可使用所有刀具类型
环保的干切方法,充分利用机床的稳定性
内置去毛刺装置,确保安全生产
高度可调的液压去毛刺装置
可手动调整的大型去毛刺碟盘,用于去除异型毛刺
通过并行运行模式,节省大量时间

内铣削头,提升加工柔性(可选)
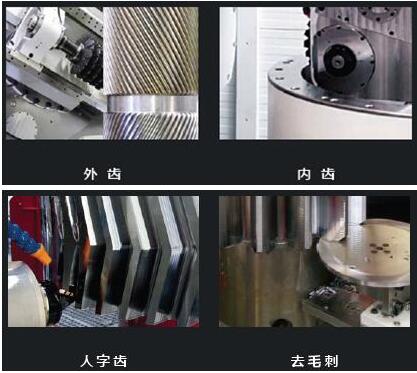
扩展应用范围,用于内齿加工
根据功率和工件尺寸可选不同的内铣磨削臂
卓越的驱动设计,灵活适应重型应用
稳定性高
标准性能选项:
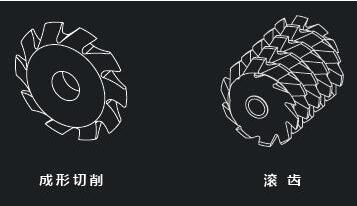
成形切削
不同齿距解决方案
多种齿轮加工方法
径向/轴向切削
对中软件
1 - 2 - 3循环切削
过程显示(整体,部分)
重启向导
进入和退出生成
各种换挡,同步换挡
尺寸调整,齿面尺寸,球尺寸
圆锥形切割/球形切割
递进/渐进式进给
凹槽铣削
可选性能选项:
对角线切削
蜗轮切向切削
蜗轮飞轮切削
双螺旋齿切削
倒角切削
“ F a c e r ”倒角单元
指型铣削
内齿切削
测量