

1. 焊接的定义
焊接是“通过将材料加热到焊接温度、加压或不加压,或仅通过加压,使用或不使用填充材料而将金属或非金属在局部接合的过程”,接合即“连接在一起”,因此焊接是指实现连接的操作活动。
2. 常用焊接方法
手工电弧焊(SMAW)、气体保护电弧焊(GMAW) 、药芯焊丝电弧焊(FCAW) 、 钨极气体保护电弧焊(GTAW)、埋弧焊(SAW)
3.其他焊接方法
等离子焊(PAW)、电渣焊(ESW)、氧乙炔焊(OAW)、螺柱焊(SW) 、激光束焊(LBW) 、电子束焊(EBW)、电阻焊(RW)、钎焊
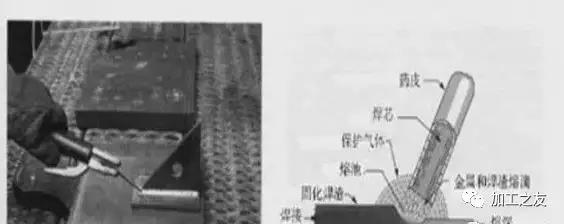
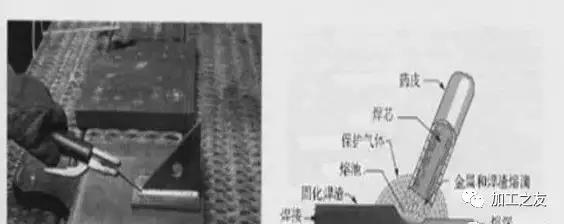
手工电弧焊(SMAW)
通过带药皮的焊条和被焊金属间的电弧将被焊金属加热,从而达到焊接 的目的。从图中可以看出,焊条和工件的电弧是由电流引起的,它提供热能并将母材、填充金属以及药皮融化,随着电弧向右移动,焊接金属得以凝固并在表面形成一层焊渣。手工电弧焊中最主要的要素是焊条本身,它是由金属芯外覆一层粒状焊剂和某种粘接剂制作而成的。所有的碳钢和低合金钢焊条基本上都用低碳钢丝做芯,而合金元素则来自于药皮,这也是较为经济的一种合金化方法。
手工电弧焊的特点:
1、设备简单而便宜,这就使得手工电弧焊很轻便;
由于各种各样的焊条易于获取,这种焊接工艺被认为是万能的;
随着设备和焊条的不断改进,这种焊接方法始终能保持很高的焊接质量;
焊接速度慢,效率低;
焊后需要清渣。
气体保护电弧焊(GMAW)
气体保护电弧焊是通过焊枪连续不断的送丝,由焊丝和工件之间产生的电弧的热量将母材和焊丝熔化,从而达到焊接的目的。气体保护电弧焊很重要的一个特点是焊接过程的保护气体也是由焊枪输送,这些气体有惰性的,也有非惰性的。惰性气体如氩、氦可用于某些焊接当中,它们可单独使用,也可混合使用,或与其它非惰性气体如氮气、氧气或二氧化碳混合使用。多数气体保护电弧焊使用二氧化碳作为保护气体,因为与惰性气体相比,它价格较为便宜。气体保护电弧焊的电极是实芯焊丝。
气体保护电弧焊的特点
1、生产效率较高;
2、用气体保护,无焊渣,焊后不需要清渣;
3、焊接时焊缝可见性,因为没有焊渣,焊工能够很容易地观察电弧和熔池的情况,从而改善控制;
4、对气流和风特别敏感,它们会将保护气体吹开,不适用工地现场焊接;
5、设备要求比手工电弧焊的设备复杂。
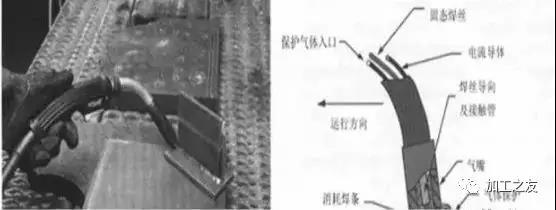
药芯焊丝电弧焊(FCAW)
与气体保护焊非常相似,差别在药芯焊丝焊采用的是管状焊丝,其中装有粒状的焊剂,而不是气体保护焊所用的实芯焊丝。管状的焊丝通过焊枪中的导电嘴送进,并在焊丝和工件之间产生电弧。随着向前焊接而熔敷焊缝金属,和手工电弧焊一样,在焊缝金属上覆盖着一层焊渣。根据使用的焊丝类型不同,可以对药芯焊附带或不附带额外的保护气体。有些焊丝被设计成靠内部焊剂提供所有需要的保护,它们被称为自保护性。其它的焊丝要求附加的保护气体提供附加的保护。

药芯焊丝电弧焊的特点:
1、很高的生产效率,是手工焊接工艺中效率最高的;
无论有无保护气体的辅助,FCAW因有焊剂,它比GMAW对母材污染有更大的容许;
由于存在焊剂,在焊接过程中会产生大量的烟;
焊后需要清渣;
设备比SMAW 复杂。
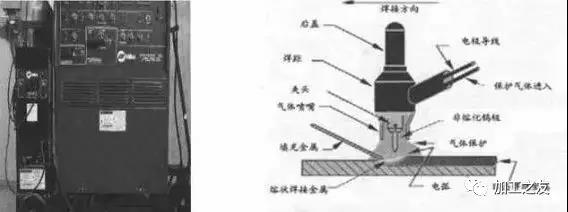
钨极气体保护电弧焊(GTAW)
GTAW最重要的特性是电极在焊接过程中不会消耗。它采用纯钨或钨合金制造,具有承受高温的能力,甚至是电弧的高温。因而,当电流通过时,就在钨极和工件之间建立起电弧。当需要填充金属时,必须额外添加,通常采用手工方式,或采用机械送丝系统。电弧和金属采用惰性气体保护,这些气体从包围着钨极的喷嘴中流出。因为没有使用焊剂,熔敷金属不需要清渣。GTAW在许多工业领域有着广泛的应用,它能焊接几乎所有的材料,因为电极在焊接过程没有熔化,具有在极低电流情况下焊接的能力,使得钨极氩弧焊可用于极薄材料的焊接。它特有的清洁和操作可控特性,使它成为苛刻条件下应用的首选,这些应用如太空、食品和药品加工,石化和动力管道工业。
钨极气体保护电弧焊的特点:
1、主要优势在于它焊出的焊缝具有很高的质量和优异的外观质量;
2、由于没有焊剂,该方法非常干净,不需要焊后清理焊渣;
3、能焊接极薄的材料;
4、适合焊接几乎所有的金属;
5、焊接可以不用填充材料;
6、生产效率低,是所有可选用的焊接方法中最慢的;
7、对污染的容许程度很低,焊前必须对母材和填充材料进行认真的清理
8、对焊工的技能水平要求较高;
9、容易产生夹钨缺陷。
埋弧焊(SAW)
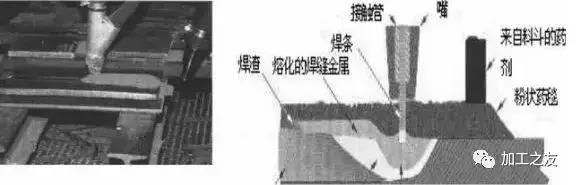
SAW用实芯焊丝连续送进,焊丝产生的电弧完全被颗粒状的焊剂层所覆盖,因而被命名成“埋弧”焊,这种方法是目前所提及的在焊缝金属熔敷效率上最高的一种典型焊接方法。对于埋弧焊工艺,颗粒状焊剂被置于焊丝的前部或周围来实现对熔化金属的保护。在焊接过程中,在焊道上有一层焊渣和仍然为颗粒状的焊剂。
埋弧焊的特点:
1、高的熔敷效率;
2、没有可见的弧光,焊工无需佩带防护镜和其它厚重保护服;
3、比其它一些焊接方法产生更少的烟;
4、只能在焊剂可以被支撑在焊接接头的位置进行焊接, 一般为平焊和横焊;
5、设备复杂;
6、使用焊剂,焊剂需要加热,不能受潮;
7、焊后需要清渣;
8、易产生凝固裂纹


