铣削加工表面的形成取决于什么?生成的铣削表面可能是轴向表面、径向表面或复杂表面,这取决于所用的刀具类型和工艺类型。
01
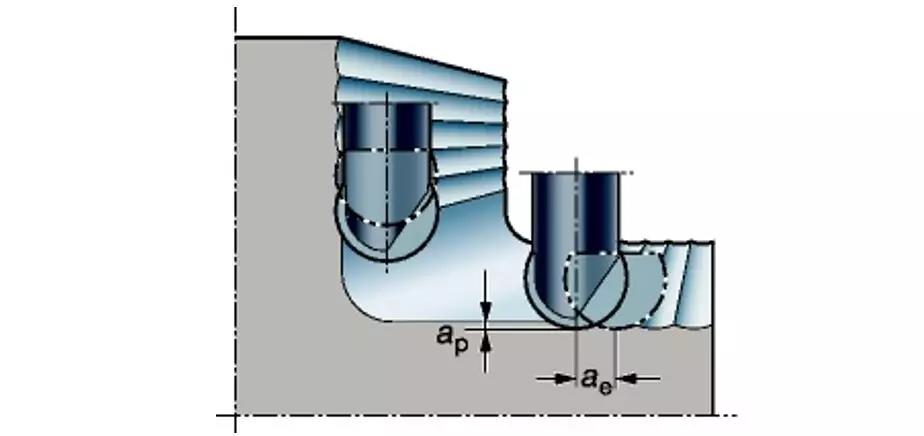
轴向生成的表面
刀片的底部形状决定了生成的表面质量。刀尖圆弧 (RE) 有时会生成尖顶。尖顶的尺寸取决于圆弧半径和进给。
具有平行刃带 (BS) 的刀片能够加工出平面。根据铣刀的轴向公差和跳动量,位置最凸出的刀片生成了最终的表面。

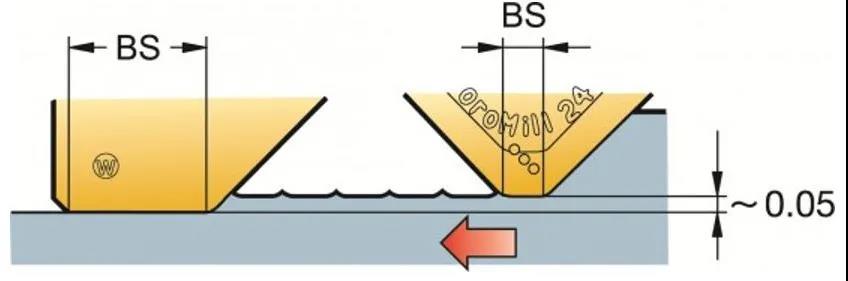
刀尖圆弧半径 (RE)及平行刃带 (BS)
为了加工出最佳铣削表面质量,务必确保每转进给量 (fn = fz×zn) 小于BS的80%。
当铣刀直径增加时 (以及对于超密齿铣刀),齿数以及每转进给量增加,从而需要更大的BS。一旦每转进给量超过平行刃带宽度,铣刀的轴向跳动量便将影响表面质量。
为了获得最佳铣削表面质量:
1)使用BS至少比fn大25%的Wiper (修光刃) 刀片或其他带修光刃的铣削刀片
2)使用金属陶瓷刀片可加工出更好的光洁度
3)使用切削液避免粘结
Wiper (修光刃) 刀片
修光刃或长平行刃带能够实现更大直径的精加工。修光刃高于标准刀片,从而确保修光刃生成最终的表面。最大fn不应超过BS的80%。
圆刀片
圆刀片或具有大刀尖圆弧半径的刀片能够实现极高的生产率,但不能加工出高质量表面。铣刀直径越大,表面质量就越差。
02
径向生成的表面
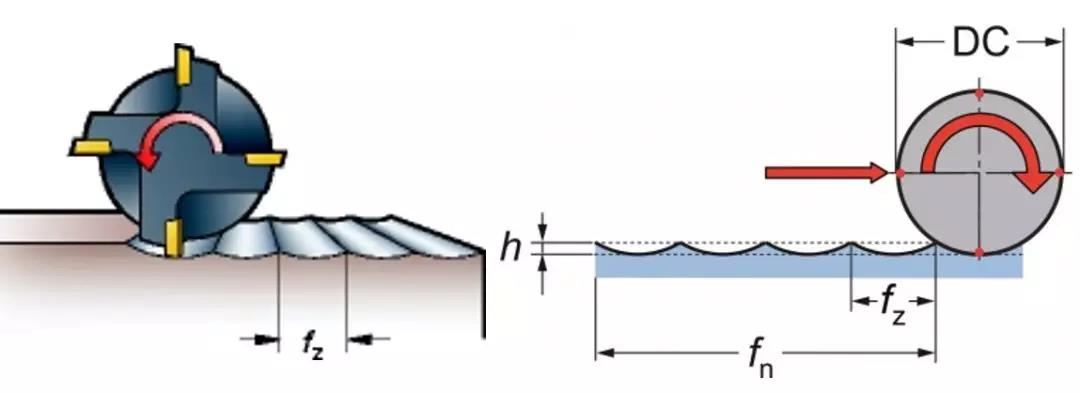
使用立铣刀、方肩铣刀或三面刃铣刀时,将生成径向表面。对于径向生成的表面,加工出轮廓的是刀具侧刃。
每个齿加工出一个尖顶 (h),其中,尖顶宽度等于每齿进给量fz,尖顶深度由铣刀直径与fz之间的关系决定。理论计算所得出的尖顶尺寸是最小的。
03
复杂表面生成
使用球头立铣刀时,将生成复杂表面。