


【摘 要】 滚珠丝杆的安装精度直接影响零件的加工精度,在安装丝杆时必须保证其安装精度满足相应的要求,丝杆安装时的精度测量是机床装配工艺上尤为重要的一道工序。针对数控车床滚珠丝杆安装时打表检测困难、精度低的情况,设计一种结构简单、使用方便、测量快速准确的测量装置,能同时测量滚珠丝杆相对于床身基准面水平方向和垂直方向的精度。
【关键词】 数控车床;滚珠丝杆;安装精度;测量装置
1 引 言
滚珠丝杆是数控车床进给传动系统中最常用的传动元件,其作用是将伺服电机的旋转运动转换成运动执行件(刀架或拖板)的直线移动。滚珠丝杆的安装精度直接影响零件的加工精度,在安装丝杆时必须保证其安装精度满足相应的要求,丝杆安装时的精度测量是机床装配工艺上尤为重要的一道工序。因此,研究设计一种快速、准确的数控车床滚珠丝杆安装测量装置是非常必要的。本文通过对数控车床纵向丝杆安装的结构特点及检测要求进行分析,设计了一种手动便携式的精度测量装置,可以同时满足数控车床纵向滚珠丝杆在水平向和垂直向直线度的测量要求,降低了劳动强度,提高了测量精度和效率。
2 数控车床丝杆安装结构分析
数控车床滚珠丝杆安装结构如图1所示,滚珠丝杆3由前轴承座11和后轴承座2固定安装在床身1上,滚珠丝杆螺母安装在丝杆螺母座4上,丝杆螺母座4固定在溜板箱5上,溜板箱5用螺纹连接固定在大拖板 6 上,当滚动丝杆 3 转动时就带动大拖板 6在床身1的V型导轨(俗称大山)9和矩形导轨11上做直线运动,实现数控车床的纵向进给传动。由此可知,丝杆前后轴承座安装在床身上后,必须使滚珠丝杆的中心轴线与床身导轨面在垂直方向上和水平方向上都保持一定的平行度,即滚珠丝杆在这两个方向上的直线度,这就是滚珠丝杆的安装精度。在装配过程中,装配者必须测量滚珠丝杆的安装精度,使其在数控车床要求的精度范围内,才能将前后轴承座正确的固定在床身上实现滚珠丝杆的安装。
为了测量滚珠丝杆垂直方向和水平方向上的直线度,可以通过在这两个平面上用百分表进行打表检测,由于滚珠丝杆表面有螺纹凹槽,当将百分表放在滚珠丝杆表面时,滚珠丝杆转动一定角度后滚珠丝杆螺牙间的凹槽转动到百分表触头位置时,百分表触头即碰不到滚珠丝杆的螺牙,百分表的读数也就无效了,除非工作人员能够非常快速地完成测量,另外由于滚珠丝杆的长度较长,在测量时至少需要测量两端和中间三个位置,采用上述方法测量精度低,要在滚珠丝杆转动过程中用百分表测量滚珠丝杆在水平向和垂直向的直线度非常困难。为了让百分表触头在丝杆转动时能一直接触到被测表面,在滚珠丝杆和百分表之间设计一个测量架,当移动测量架时百分表可以同时测量两个方向的直线度。

图1 数控车床滚珠丝杆装配结构图
3 丝杆安装精度测量装置结构设计
3.1 定位方案设计
根据数控车床滚珠丝杆的安装结构和特点可知,滚珠丝杆的安装基准应该和大拖板的安装基准一致,即以床身上 V 型导轨和矩型导轨为定位基准安装。检测时模拟大拖板的运动使测量装置在导轨上滑动,同时观察百分表的读数,测出水平方向和垂直方向的直线度。
3.2 测量装置结构设计
如图2所示,该测量装置由百分表⑥5、百分表⑥7和测量架三部分组成,百分表⑥5 测量滚珠丝杆 9 水平方向的精度,百分表⑥7测量滚珠丝杆9垂直方向的精度,测量架由定位部分支板2 和测量部分侧支板 4 组成。支板 2 的下平面装有定位棒 3 和滑块 1 分别与床身 19 的 V 型导轨面和矩形导轨面配合实现定位,并且可在机床导轨上滑动。支板2的一端与侧支板4垂直连接,侧支板 4 上装有垂直测量转接装置 8 和水平测量转接装置 6,百分表⑥5 与垂直测量转接装置 8 连接,百分表⑥7 与水平测量转接装置6连接。
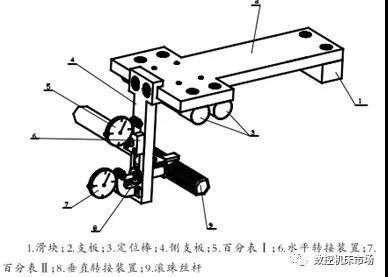
图2 数控车床滚珠丝杆安装精度测量装置结构示意图

图3 数控车床滚珠丝杆安装精度测量装置装配图
如图3所示,垂直向测量转接装置包括百分表安装架⑥7、L形杠杆13、定位轴6、弹簧⑥14。侧支板4设置有通槽⑥,通槽⑥与滚珠丝杆 12 的轴线相互垂直。L 形杠杆 13 包括主体、水平臂、垂直臂,主体通过圆柱销 18 定位在侧支板 4 的通槽⑥中,并且可在通槽⑥中绕圆柱销18自由摆动,水平臂向床身19一侧延伸至滚珠丝杆12上侧边缘,垂直臂在通槽⑥中向上延伸。百分表的安装架⑥7连接在通槽⑥的外侧边缘,百分表安装架⑥7设有定位孔,定位轴 6 设置在定位孔中,且内侧延伸至通槽⑥中,弹簧⑥14 套在定位轴 6 外,且弹簧⑥14 两端分别与定位轴 6 的内侧突台及 L 形杠杆 13 的垂直臂相抵,百分表⑥5 安装在百分表安装架⑥7 上,且测量触头延伸至通槽⑥中与 L 形杠杆 13 的垂直臂相接触。
如图3所示,水平向测量转接装置包括百分表安装架⑥9、套筒 10、滑动阶梯轴 11、弹簧⑥16。侧支板 4 设置通槽⑥,套筒 10设置在通槽⑥中,滑动阶梯轴 11 设置在套筒 10 中,滑动阶梯轴11 内侧向床身 19 垂直延伸至滚珠丝杆 12 侧缘,弹簧⑥16 套在滑动阶梯轴11外,弹簧⑥16两端与套筒10内壁及滑动阶梯轴11的台阶面相抵。百分表安装架⑥9 与侧支板 4 连接,百分表⑥8 安装在百分表安装架⑥9 上,且量触头延伸至滑动阶梯轴 11 端面与外侧端面相接触。
3.3 测量装置工作原理
图 3 所示,测量时,将两条定位棒 3 定位放置在床身 19 的 V型导轨面上,滑块 1 放置在床身 19 矩形导轨面上。测量部分由侧支板4完成,支板2与侧支板4用腰形孔相联接,便于调整。垂直向测量转接装置的L形杠杆13的水平臂延伸至Z向滚珠丝杆12 上侧边缘,用于测量滚珠丝杆 12 的垂直方向跳动精度,跳动精度数值由百分表⑥5读出;水平向测量转接装置的滑动阶梯轴11 内侧延伸至 Z 向滚珠丝杆 12 外侧边缘,测量抵压块 17 与 Z 向滚珠丝杆12相接触,水平方向跳动精度数值由百分表⑥8读出,测量滚珠丝杆12水平和垂直方向的直线度时,只需在床身19上来回移动测量架,就可以由两块百分表同时读出滚珠丝杆12任意点的水平和垂直方向的跳动精度值及直线度的精度值。
4 结 论
本设计主要为了解决数控车床纵向滚珠丝杆能快速调试、准确安装,而研究设计了一种结构简单、使用方便、测量精度高的测量装置,能同时测量滚珠丝杆相对于床身基准面水平方向和垂直方向的精度。满足了机床装配的工艺要求,提高了生产率和经济效益,具有很高的使用价值,值得推广。


