


机械加工后的毛刺很烦人,不怕!这里有方案金属切削过程常常伴随着毛刺的生成。毛刺的存在不仅降低了工件的加工精度和表面质量,影响到产品的使用性能,有时甚至会引发事故。对于产生的毛刺问题,人们通常用去毛刺工序来解决。去毛刺是一个非生产性过程,它不仅增加产品成本,延长产品生产周期,而且毛刺去除不当还会导致整个产品报废,造成经济损失。
本文首先对影响端铣毛刺形成的主要因素进行系统地分析,并从结构设计到制造加工全过程出发,探讨了减小和控制铣削毛刺的方法和技术。
一、端铣加工中毛刺的主要形式
按照切削运动——刀具切削刃毛刺分类体系,端铣过程中产生的毛刺主要有主刃两侧方向毛刺、侧边切出切削方向毛刺、底边切出切削方向毛刺及切入和切出进给方向毛刺五种形式(见图1)。
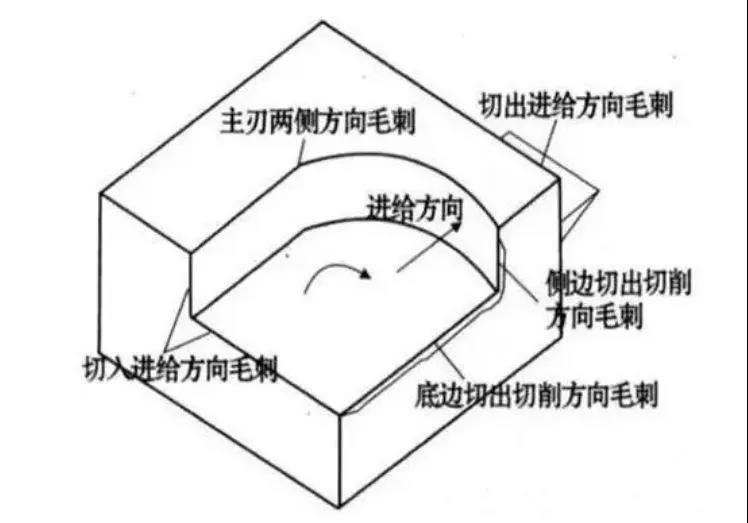
图1 端铣加工形成的毛刺
一般而言 ,底边切出切削方向毛刺与其它毛刺相比具有尺寸大、去除困难的特点。为此,本文以底边切出切削方向毛刺作为主要研究对象开展研究。根据端铣中底边切出切削方向毛刺尺寸和形态的不同,又可将其分为如下三种:I型毛刺(尺寸较大,去除困难,去除费用较高),II型毛刺(尺寸较小,可以不去除或去除容易)和III型毛刺即负毛刺(如图2所示)。

图2 铣削时底边切出切削方向毛刺种类
二、影响端铣毛刺形成的主要因素
毛刺的形成是一个非常复杂的材料变形过程。工件材料特性、几何形状、表面处理、刀具几何形状、刀具切削轨迹、刀具磨损、切削参数及冷却液的使用等多种因素都直接影响毛刺的形成。图3为端铣毛刺影响因素框图。在具体的铣削条件下,端铣毛刺的形态和尺寸取决于各影响因素的综合作用,但不同的因素对毛刺的形成具有不同的影响。
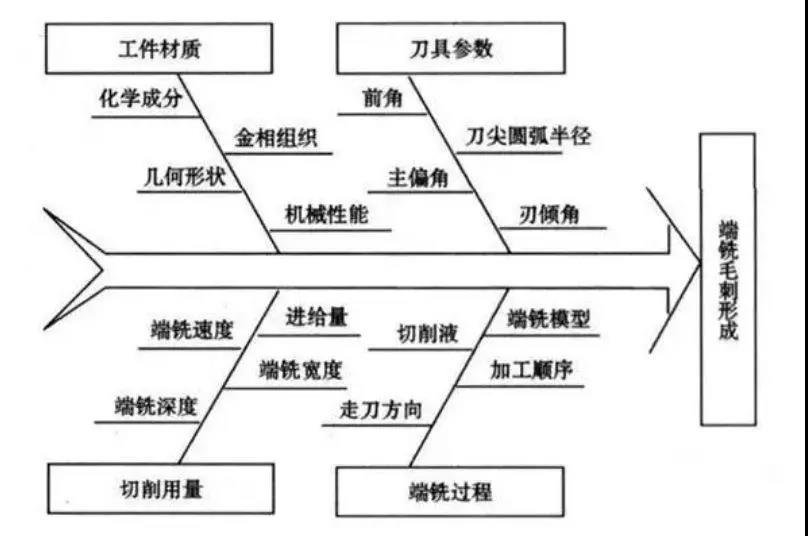
图3 铣削毛刺形成因果控制图
1、刀具进入/退出
一般情况下,刀具旋出工件时所产生的毛刺比刀具旋入工件时所产生的毛刺大。
2、平面切出角
平面切出角对底边切出切削方向毛刺的形成有很大的影响。平面切出角的定义为当切削刃旋出工件终端面时,在过切削刃上一点垂直铣刀轴线的平面内,该点的切削速度(刀具转速与进给速度的矢量合成)的方向与工件终端面方向之间的夹角。工件终端面的方向为从刀具旋入点指向刀具旋出点。如图5所示,Ψ为平面切出角,其范围0°<Ψ≤180°。
试验结果表明:毛刺高度随着切削深度的变化而发生形式转变,即随着切削深度的增加毛刺由I型毛刺向II型毛刺转变。通常将产生II型毛刺的最小铣削深度称为界限切削深度,用dcr 表示。图6显示了加工一种铝合金时平面切出角和切削深度对毛刺高度的影响。

图6 毛刺形式与平面切出角和切削深度
由图6可以看出:平面切出角越大,界限切削深度越大;当平面切出角大于120°时,I型毛刺尺寸较大,向II型毛刺转变的界限切削深度也大。因此,小的平面切出角利于II型毛刺产生,这是因为Ψ越小,终端面支承刚度相对提高,毛刺越不易形成。
进给速度的大小和方向对合成速度v的大小和方向均会产生一定的影响,进而对平面切出角和毛刺形成产生影响。因此,进给速度与退出边偏移角α越大,Ψ越小,越利于抑制较大毛刺的形成(如图7 所示)。

图7 进给方向对毛刺形成的影响
3、刀尖退出顺序EOS
在端铣过程中,毛刺尺寸在很大程度上取决于刀尖的退出顺序。如图8所示:A点为副切削刃上的点,C点为主切削刃上的点,B点为刀尖顶点。假设刀尖是锋利的,即不考虑刀尖圆弧半径。如果B-C边先退出工件,A-B边后退出工件,则切屑铰接在已加工表面上,随着铣削的进行,切屑被推出工件,形成尺寸较大的底边切出切削方向毛刺。如果A-B边先退出工件,B-C 边后退出工件,切屑铰接在过渡表面上,被切出工件,形成尺寸较小的底边切出切削方向毛刺。
试验表明:
①使毛刺尺寸依次增大的刀尖退出顺序ABC/BAC/ACB/BCA/CAB/CBA。
②EOS所产生的结果是一样的,只是在相同的退出顺序下,塑性材料比脆性材料所产生的毛刺尺寸要大。刀尖退出顺序不仅与刀具几何形状有关,还与进给量、铣削深度、工件几何尺寸及切削条件等因素有关,是通过多种因素综合起来对毛刺的形成施加影响。

图8 刀尖退出顺序与毛刺的形成
4、其它因素的影响
①铣削参数、铣削温度、切削环境等对毛刺的形成也会产生一定的影响,部分主要因素如进给速度,铣削深度等的影响通过平面切出角理论和刀尖退出顺序EOS理论体现出来,此不赘述;
②工件材料塑性越好,越易形成I型毛刺。在端铣脆性材料的加工过程中,如进给量或平面切出角较大,则有利于III型毛刺(亏缺)形成;
③当工件的终端面与已加工平面之间的角度大于直角时,因终端面支承刚度增强,能抑制毛刺的形成;
④铣削液的使用有利于刀具寿命的延长,减小刀具磨损,润滑铣削过程,进而减小毛刺尺寸;
⑤刀具磨损对毛刺的形成有很大的影响,当刀具磨损到一定程度,刀尖圆弧增大,不仅刀具退出方向毛刺尺寸加大,刀具切入方向也会有型毛刺生成,其机理有待进一步深入研究。
⑥其它因素如刀具材料等对毛刺的形成也有一定的影响。在相同的切削条件下,金刚石刀具较其它刀具更有利于抑制毛刺形成。
三、控制铣削毛刺形成的基本途径
端铣毛刺的形成受多种因素的影响,它不仅与具体的铣削过程有关,而且与工件结构,刀具几何形状等因素有关。要减小端铣毛刺,必须从多方面出发控制和减小毛刺的生成。
1、合理的结构设计
毛刺的形成在很大程度上受工件结构的影响,工件结构不同,加工后棱边处的毛刺形状和尺寸也有很大的差别。如果工件材料和表面处理是事先定好的,那么工件几何形态和棱边则是决定毛刺形成的一个重要因素。
2、适当的加工顺序
加工顺序对端铣毛刺的形状、大小也有一定的影响。毛刺形状和尺寸不同,去毛刺的工作量和相关费用也不相同,因此,选取适当的加工顺序是减少去毛刺费用的一种有效途径。
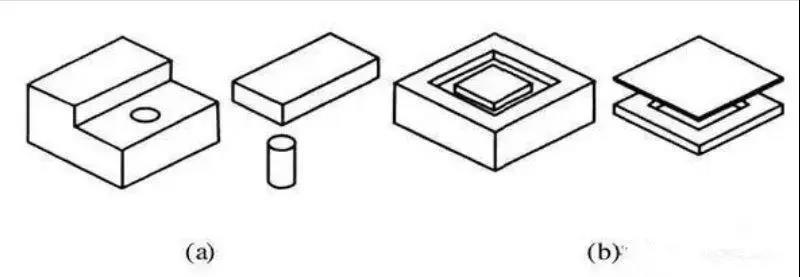
图9 选择加工顺序控制法
在图10a中如果先钻孔再铣平面,则孔圆周上容易生成较大切出铣削毛刺;如果先铣平面再钻孔,则孔圆周上只有较小的钻削切入毛刺。同理,在图10b中,先铣削上表面再铣凹轮廓所形成的毛刺比先加工凹轮廓再铣平面所形成的毛刺尺寸要小。
3、避免刀具退出
避免刀具退出是避免毛刺形成的有效方法,因为刀具退出是切出方向毛刺形成的主要因素。通常情况下,铣刀旋出工件所产生的毛刺较大,旋入工件时产生的毛刺较小。因此,在加工过程中应尽量避免铣刀旋出。如图4 中,采用图4b 生的毛刺小于图4a中所产生的毛刺。
4、选取适当的走刀路线
由前面的分析可知:当平面切出角小于一定值时,所产生的毛刺尺寸较小。平面切出角可以通过改变铣削宽度、进给速度(大小和方向)和旋转速度(大小和方向)来改变。因此,可以通过选取适当的走刀路线来避免I型毛刺的生成(见图11)。
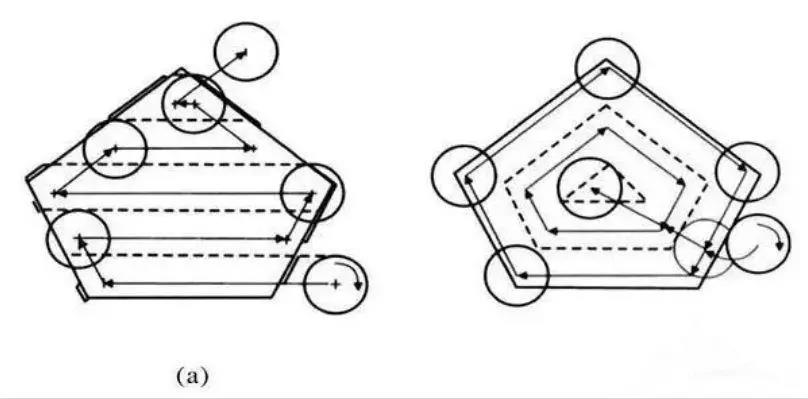
图10 控制走刀路线法
图10a为传统的之字型走刀路线,图中阴影部分表示可能产生尺寸较大的切出切削方向毛刺的部位。图10b采用了改进的走刀路线,它可以避免切出毛刺的生成。虽然图11b中的走刀路线比图10a中的走刀路线略长,花费铣削时间略多,但由于不需要附加去毛刺工序,而采用图10a需要大量的去毛刺时间(虽然图中阴影部分即毛刺产生的部位并不是很多,但是实际去毛刺时必须走完毛刺所在的所有棱边),因此综合起来看,在控制毛刺方面,图10b所示走刀路线优于图10a所示路线。
5、选取适当的铣削加工参数
端铣参数(如每齿进给量、端铣宽度、端铣深度及刀具的几何角度等)对毛刺的形成有一定的影响。
端铣毛刺的形成受多种因素的影响,其中主要的影响因素有:刀具退出/进入、平面切出角、刀尖退出顺序、铣削参数等。毛刺的最终形状和尺寸是各种因素综合作用的结果。
本文从工件的结构设计、加工工艺的安排、铣削用量及刀具的选用等全过程出发,分析了铣削毛刺产生的主要影响因素,提出了控制铣刀路线法、选择合适加工顺序法和结构设计改进法等抑制或减小铣削毛刺的技术、工艺和方法,为在铣削加工中主动控制毛刺尺寸、提高产品质量、降低成本和缩短生产周期提供了可行的技术方案。


