

1、单刃螺纹铣刀螺纹铣削的加工
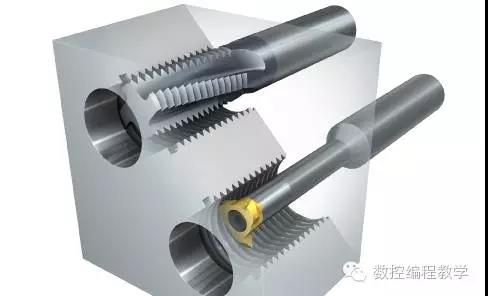
1.1螺纹铣削的原理
采用与被加工螺纹相同齿形的刀刃的螺纹铣刀,刀具在水平平面上每运动一周,垂直平面直线移动一个P (导程),重复这个加工过程就完成了螺纹的加工。在实际加工中,螺纹铣刀在主轴的带动下作螺旋铣削加工,每螺旋铣削一周,刀具的Z轴方向移动一个下刀高度(导程)。
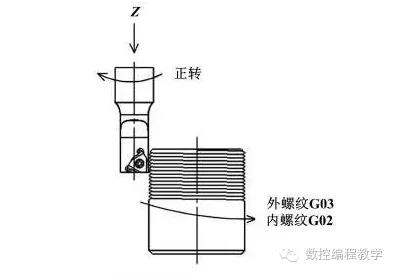
图1 螺纹铣削原理示意图
1.2螺纹铣刀
随着刀具制造业的发展,新的刀具材料、工艺广泛的应用,螺纹铣刀也由原来的高速钢、硬质合金整体式铣刀,加微信:Yuki7557 送宏程序教程一份,发展到带涂层的可更换刀片的机夹式铣刀,目前,使用最多的有:单刃可转位螺纹铣刀,多刃可更换刀片螺纹铣刀和多刃多头螺纹铣刀三大类。
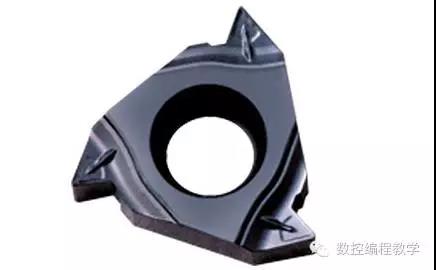
图2 单刃可转位螺纹铣刀
(1) 单刃可转位螺纹铣刀:如图2所示,螺纹铣刀的螺距不固定,可加工任意螺距的螺纹。结构像内螺纹车刀,优点是,刀片可以与螺纹车刀通用,每次加工只用一个螺纹加工齿,当一个加工齿磨损后,还可以更换其余两个齿使用,使用成本低,且规格齐全,价格低廉,容易购买;缺点是,加工效率较低,不适宜大批量生产。
(2) 多刃可更换刀片螺纹铣刀:如图3 所示,是一种定螺距螺纹铣刀,刀片上刀齿间距是固定的,只能加工与之对应螺距的螺纹,加工时,刀具上所有的刀齿均参与切削,效率较高,如果其中一个加工齿磨损或损坏时,将影响与之对应的那段螺纹的加工质量。优点是,刀片更换方便,加工效率高,适宜大批量生产;缺点是,通用性差,只能加工特定螺距的螺纹,使用成本较高。

图3 多刃可更换刀片螺纹铣刀
(3) 多刃多头螺纹铣刀:如图4所示,也是一种定螺距螺纹铣刀,和多刃可更换刀片螺纹铣刀一样,刀片上刀齿间距是固定的,只能加工与之对应螺距的螺纹,但因其是整体制造,且具有多排多齿螺旋切削刃, 在加工时,切削更平稳,效率更高,优点是,可实现大批量螺纹的高速加工;缺点是,只能加工特定螺距的螺纹,刀具价格昂贵,使用成本非常高。

图4 多刃多头螺纹铣刀
在实际生产中,除特殊行业有大批量进行螺纹铣削需要外,绝大多数的中、小企业对螺纹的铣削都是单件和小批量生产,因此,出于生产成本及通用性考虑,本文仅以单刃螺纹铣刀铣削螺纹展开讨论。
1.3单刃螺纹铣刀的加工优点
(1) 刀具的通用性好
一把刀具可加工与刀具相同齿形的任意直径的内、外螺纹,且没有旋向限制。省去了加工不同螺距螺纹,需使用大量不同螺距螺纹铣刀的麻烦,减少了加工中刀具的使用。
(2) 加工精度高
采用单刃螺纹铣刀铣削螺纹,可获得较小的表面粗糙度,通过刀具半径补偿和修改程序来控制螺纹加工精度,可加工出任意中径公差的螺纹。
(3) 加工效率高
螺纹铣刀大多使用硬质合金制造,能采用较高的切削速度和进给率,且切削力小,效率高。
(4) 可加工至整个螺纹深度
在加工盲孔螺纹时,铣螺纹可将螺纹加工至孔底部,加工出整个螺纹深度,无螺纹导向锥。
2、单刃螺纹铣刀铣削螺纹的编程
2.1编程的方法
根据螺纹的结构和形成原理,分析可知,只要保证螺纹铣刀在作整圆铣削的过程中,每圈Z向进给的距离固定不变(螺距),且每次都从一个固定的Z 点进刀,就可以加工出所需的螺距的螺纹。
2.2普通螺纹计算公式:
中径d2=d-0.649 5 t;
内径d1=d-1.082 5 t;
理论高度H=0.866 0 t;
工作高度h=0.541 3 t;
圆角半径r=H/6=0.144 3 t;
内螺纹的螺纹底孔直径为:公称直径-1.3P;
内螺纹单边加工余量为:0.65P。
以上:P——导程;
t——螺距。
2.3程序编制
以在FANUC- 0i数控系统数控铣设备上,用 20 mm的单线螺纹刀加工M43×1.5-7H的非标螺纹,加微信:Yuki7557 送宏程序教程一份,深度为30 mm 的内螺纹为例,程序编写如下:(外螺纹加工程序,只需改动进退刀点和子程序中的圆弧铣削方向指令即可)
(1) 简单编程
程序编写的思路,就是将一个下刀高度作为螺旋线高度编成一个子程序,通过用户参数设置G10指令[3]改变刀具半径补偿值,重复调用螺旋加工子程序,实现自动加工。
O1000;程序名
G40 G49 G80;初始化
M03 S2000;主轴正转
G00 G90 G54 X0 Y0;快速定位到坐标系原点
G43 Z10 H1 M08;Z 轴下刀,长度补偿,切削液开
G10 L12 P1 R10.975 设定D01初始值
M98 P2000 L3 调用子程序
G00 Z100;快速提刀,取消长度补偿
M05 主轴停止
M09 切削液关
M30 程序结束
子程序1
O2000
G01 G90 Z1.5 F200;Z轴进刀
G42 D01 X21.5 Y0 进给到螺纹起点,刀具半径左补偿
M98 P3000 L22 调用子程序
G01 G90 G40 X0 Y0;绝对方式,退刀到O点,取消半径补偿
Z1.5 F500;Z轴退刀
G91 G10 L12 P1 R-0.325 改变D01 刀具半径值
M99 子程序返回子程序2
O3000
G91 G03 Z-1.5 I-21.5;螺旋铣削螺纹1周,螺距1.5
M99 子程序返回
(2) 采用宏指令方式编程[3-4]通用内螺纹加工程序,通过预设定内螺纹底径、长度、铣刀直径、螺距等值,实现任意国标内螺纹的自动加工。
程序注释
O0001
#1=41.5 内螺纹底径
#2=30 螺纹长 度
#3=20 铣刀直径
#4=1.5 螺距T
#5=0 Z向自变量坐标
#6=[#1-#3]/2-0.65*#4 螺纹径向的刀具中心起点坐标
#7=[#1-#3]/2 螺纹径向的刀具中心终点坐标
#8=0.5 螺纹径向加工步距
S2000 M3
G00 G90 G54 X0 Y0
Z30
N10#5=#5+#4 Z向自变量起点坐标
G1 Z#5 F300 为保证加工螺纹的完整,向上偏移一个螺距
#6=#6+#8 X向自变量
IF[#6GT#7]THEN#6=#7 条件判断
G01 X#6
N20#5=#5-#4 Z向自变量终点坐标
G03 I-#6 Z#5 X向加工时球刀中心点坐标
IF [#5GE[-#2] ]GOTO 20 -#2 是为保证加工螺纹的完整,向下多加工一个螺距
#5=0 Z向自变量坐标清零
G01 X0 X向退刀
G00 Z[#5+#4] Z向退刀
IF [#6LT#7] GOTO 10 判断螺纹深度是否达到预定值
G01 X0 X向退刀
G00 Z100 Z向退刀
M30 程序结束
经在生产实际中加工验证,采用单刃螺纹铣刀和上述加工程序进行螺纹加工时,程序运行时间短,只需8分钟;表面质量好,表面粗糙度可达Ra1.6;螺纹中径控制精确、一致性好,连续加工4个螺纹孔,螺纹中径均无变化;刀具耐用度高,连续加工4个螺纹孔后,刀具无任何磨损痕迹,并且不需要到专业厂家定制非标专用丝锥,大大降低了购置专用刀具的成本。
在实际生产中,在满足使用要求和加工精度的前题条件下,尽可能采用单刃螺纹铣削加工方式加工螺纹,可扩大数控设备的加工范围,减少生产投入,提高零件加工效率,且具有加工精度高、并对大直径及非标准螺纹的加工非常方便等诸多优势,因以,在加工中心、数控铣螺纹加工中采用单刃螺纹加工方式有非常重要的意义。


