

数控加工中心具有自动换刀装置、刀具为和自动托盘交换装置,这些装置为了在一次安装后能尽可能多地完成同一工件不同部位的加工要求,并尽可能减少数控机床加工中心的非故障停机时间,达到缩短产品的制造周期,提高产品的加工精度等目标。对自动换刀装置的基本要求主要是结构简单、功能可靠、交换迅速、刀具交换机构完成刀库里的刀(新刀)与主轴上的刀(旧刀)的交换工作。自动换刀装置性能的好坏直接影响加工效率的高低。
如何设置一个安全的换刀点?
转台能为我们的加工提供不少方便,它能一次性在多个角度对工件进行加工,所以能明显的减少加工的工序,提高加工效率,从而节省加工成本。

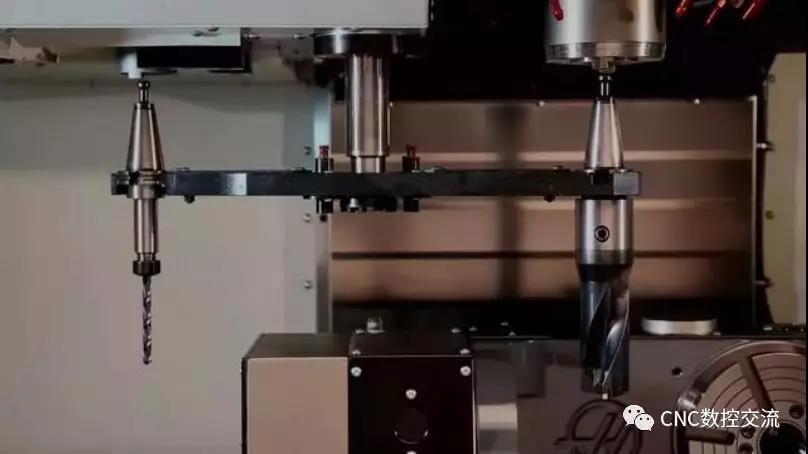
当工件本身(特别是加工工件的侧面时)比较高,或者夹具高度比较高的情况下,换刀时就可能会出现刀具和夹具之间产生干涉的情况,这可能会造成刀具甚至换刀系统受损,要防止这种问题的产生,有以下问题值得考虑:
工件、夹具在工作台上的摆放
由于侧挂式刀库一般都会安装在机床的左上方,所以换刀的动作也会在主轴的左边进行。换刀时,刀臂下方的一段空间将会被暂时使用,所以工件、夹具不能出现在这里。
工作台可以左右移动,如果将工件、夹具的安装位置选择的工作台的左边,那么不管工作台如何移动,工件和夹具都会处于主轴的左侧,这对于工件、夹具高度比较低时可能不是问题,但是一旦工件、夹具由于高度的关系,与换刀动作有冲突,这时候就只能拆下工件和夹具,重新进行调试了,这可能会拜拜浪费几个小时甚至更长的时间。
所以,优先利用工作台的右侧空间,是个不错的选择。
换刀点的选择
如果由于条件的限制,换刀的动作不得不在一个特定的点完成,这个点可以优先选择工作台的左上角。
换刀点的一致性
我们将工件安装在了工作台的右侧,程序里也已经设置好了安全的换刀点,但是,在操作人员对刀具进行刀具修磨或者更换的时候,很可能就会忘记换刀点的问题,造成工件或者刀具的损坏。
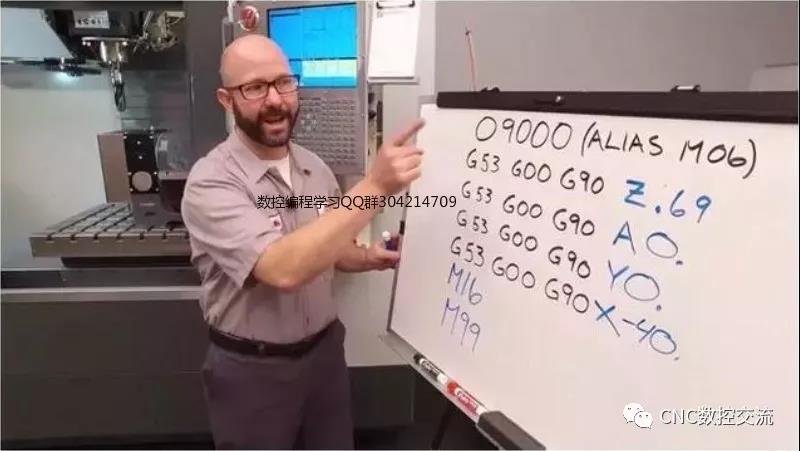
要解决这个问题,我们可以更谨慎的操作每一步,也可以用更简便的方式,通过自定义换刀命令M06,达到每次都在同一个位置换刀的目的。
在哈斯的数控系统里,为了让用户更以更直观的方式取得刀库里的刀具,哈斯有“ATC Forward”,“ATCReverse ”的按钮,如果要取得15号刀套里的刀具,只需要输入“P15”,然后按“ATC Forward” 的按钮就可以了。
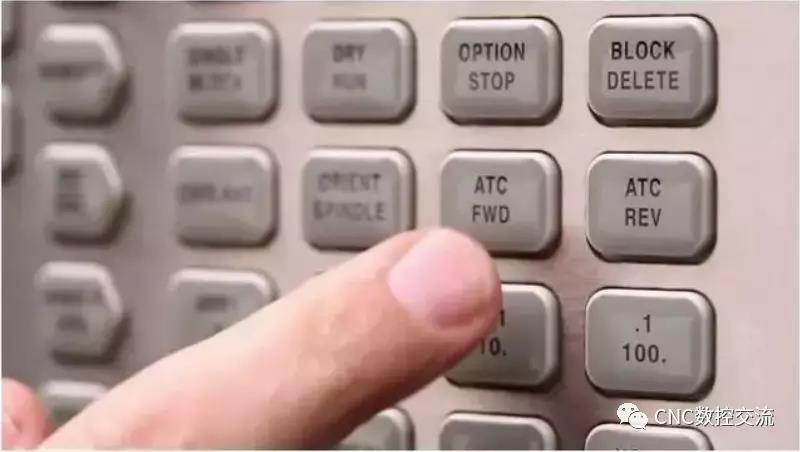
但是“ATC Forward” 并不会每次都在指定的换刀点进行换刀,所以我们在这种情况下我们要通过6号设置“锁定前面板”,禁止使用“ATC Forward”等功能,从而迫使操作员使用M06的指令进行安全的换刀。
那么,能不能通过自定义M06代码 ,让机器每次都在同一个安全的点进行换刀呢?
答案是肯定的。
数控加工中心如何设置一个安全的换刀点?
方法/步骤
1.换刀点可以选择在任意一个部位,前提是不妨碍刀具和卡盘、尾座
工件。
2.就近点换刀,离需要加工的部位取一个相对较近的点,可以节省加
工时间。
3.换刀的指令可以提前准备如
G00 X100 Z100
T0202 (在运行这段程序时,为下次换刀做准备)
M30
一、数控加工中心自动换刀原理
数控加工中心刀库的种类不同,但换刀的过程是一样的。当自动换刀装置收到换刀指令后,主轴立刻停止转动并准确停至换刀位置,松刀;新刀随着刀库运动到换刀位置,松刀;双臂机械手将新、旧刀具同是抓起,刀具交换台回转到位后,将新、旧两刀分别旋转在主轴上和刀库的空位置上;主轴夹紧,并回到最初的加工位置,完成换刀过程。
加工中心换刀时刀具的运动由四个部分组成;刀具随主轴停止并移动到换刀位置、刀具在刀库中的运动、刀具随换刀机械手的传递运动和刀具随主轴回到加工位置的运动等,其中刀具与在链式刀库中随链的运动为转运副,刀具随主轴的运动为移动副。
换刀机械手的传递运动即包括转动副,又包括移动副。换刀机械手换刀过程由以下五个阶段完成:抓刀阶段、拔刀阶段、换刀阶段、插刀阶段和放刀阶段。这些动作分另由以下运动副完成;两个齿条分辊与缸体组成移动副;两个齿条分另与两个齿轮轴组成齿轮副;两个齿轮轴分别与缸体组成转动副;机械手臂分别与两个齿轮轴组成移动副,来回移动来完成拔刀和插刀动作。
二、数控加工中心自动换刀步骤
1、装刀:刀具装入刀库
任选刀座装刀方式。刀具安置在任意的刀座内,需将该刀具所在刀座号记下来。
固定刀座装刀方式。刀具安置在设定的刀座内。
2、选刀
从刀库中选出指定刀具的操作。
1)顺序选刀:选刀方式要求按工艺过程的顺序(即刀具使用顺序)将刀具安置在刀座中,使用时按刀具的安置顺序逐一取用,用后放回原刀座中。
2)随意选刀:
①刀座编码选刀: 对刀库各刀座编码,把与刀座编码对应的刀具一一放入指定的刀座中,编程时用地址T指出刀具所在刀座编码。
②计算机记忆选刀
刀具号和存刀位置或刀座号对应地记忆在计算机的存储器或可编程控制器的存储器内,刀具存放地址改变,计算机记忆也随之改变。在刀库装有位置检测装置,刀具可以任意取出,任意送回。
3、换刀
1)主轴上的刀具和刀库中的待换刀具都是任选刀座。
刀库→选刀→到换刀位→机械手取出刀具→装入主轴,同时将主轴取下的刀具装入待换刀具的刀座。
2)主轴上的刀具放在固定的刀座中,待换刀 具是任选刀座或固定刀座。
选刀过程同上,换刀时从主轴取下刀具送回刀库时,刀库应事先转动到接收主轴刀具的位置。
3)主轴上的刀具是任选刀座,待换刀具是固定刀座。
选刀同上,从主轴取下的刀具送到最近的一个空刀位。
刀库对加工中心来说十分重要,各类工序加工都是由刀库完成的。刀库一般分为三种,圆盘式、斗笠式和链式刀库。想学习UG编程可以加小编QQ770573829领取学习资料和课程,小型加工中心换刀和刀库的选择可以根据被加工工件的工艺分析结果来确定所需刀具数量,通常以需要一个零件在一次装夹中所需刀具数来确定刀库的容量,因为换另一零件加工时,需要重新安排小型加工中心刀具,否则刀具管理复杂并容易出错。
小型五轴加工中心是目前很热销的机床,主要用于,高校创客工作室、科研单位加工小零件、高校教学、它最大的特点便是性价比高、稳定性好、可靠性强、加工精度高。小型加工中心能够加工一些平面类、曲面类、变斜角类的零件,小型五加工中心最大的缺点便是在加工零件的尺度上有必定的约束。
从统计数据来看,小型加工中心选用20把刀左右的刀库,卧式加工中心则选用40把刀左右的刀库为宜。当然要根据实际需要最后确定。用于柔性制造单元(fmc)或柔性制造系统(fms)的加工中心机床,其刀库容量应选大容量刀库,甚至配置可交换刀库。
小型加工中心装刀、换刀、选刀的步骤:
小型加工中心装刀很简单,将所装的刀具类型用途和对应的刀座号都记录下来,在刀库中任意选择一个刀座将刀具装进去就可以了。
在换刀时候就分为以下三种情况:
1.加工中心主轴上的刀具是任选刀座,待换刀具是固定刀座
步骤:刀库→选刀→到换刀位→机械手取出刀具→装入主轴,从主轴取下的刀具就近送入空刀位。
2.小型加工中心主轴上的刀具放在固定的刀座中,而待换刀具是任选或固定刀座
换刀步骤:刀库→选刀→到换刀位→机械手取出刀具→装入主轴,从主轴取下的刀具送入刀库时,事先刀库要转动到接收刀具的位置上。
3.主轴上的刀具和待换刀具都是任选刀座
换刀步骤如上,将主轴取下的刀具装入待换刀具的刀座。
小型加工中心的选刀也有三种方式:
1.顺序选刀,按照刀具的使用顺序,把刀具安装在刀座中,并按照顺序逐一选用,使用完毕后再放回原来的位置上。
2.随意选刀,对刀座进行编码,对应的刀具放入制定的刀座中,编程的同时要用地址T标出刀具所在刀座编码。
3.记忆选刀,在加工中心的存储器中,将刀具号和存刀位置以及刀座号都记录下来,当刀具存放地址改变,那么加工中心记忆也随之改变,在小型加工中心的刀库中装有位置的检测装置,刀具能够任意取出和送回。
PLC程序是数控机床正常运转的软件核心,是连接NC和机床的桥梁,也是机床电气设计人员调试机床的关键。
一个完善的PLC程序不仅能使机床正常运行,还要让人看起来一目了然,既为自己调试提供方便,还能帮助维修人员查找故障和分析原因。
首先简单介绍一下刀具交换装置的基本情况,刀库是可正反向旋转的链式刀库、装在刀具交换装置上的机械手用15个步骤将刀库中的刀具交换到主轴,并将主轴刀具还回刀库对应的刀套中。为尽量缩短换刀时间,我们采用刀具预选与零件加工同时进行的方式来压缩换刀时间。机械手动作顺序如下:
步骤1:平移缩回,抓刀库中预选的刀具
步骤2:拔刀伸出,拔出刀套中的刀具
步骤3:平移伸出,离开刀库侧抓刀位置
步骤4:拔刀缩回,机械手缩回
步骤 5:摇臂伸出,摇臂转向主轴侧
步骤6:平移伸出,抓主轴刀具
步骤7:拔刀伸出,拔出主轴中的刀具
步骤8:换刀正转或反转,刀具交换
步骤9:拔刀缩回,将预选刀具插入主轴
步骤10:平移缩回,机械手离开主轴
步骤11:摇臂缩回,摇臂转向刀库侧
步骤12:拔刀伸出,准备将主轴刀具送回刀库
步骤 13:平移缩回,机械手移向刀库
步骤14:拔刀缩回,将主轴刀具插入刀库
步骤15:平移伸出,离开刀库侧抓刀位置。
以上15个步骤可分为如下4个阶段:
第1阶段:抓新刀。Txx代码控制刀库按就近方向转动到编程刀具所在的位置,到位且有刀库定位I信号后启动机械手,经过步骤1→步骤2→步骤3→步骤4,将编程刀具抓在手上等待换刀。
第2 阶段:换刀。M06启动换刀固定循环“TOOL”。“TOOL”控制各坐标移动到换刀位置,并用M90通知PLC启动换刀,PLC用M90信号请求NC “读入禁止”并启动机械手换刀步骤5→步骤6→步骤7→步骤8→步骤9→步骤10→步骤11,同时用步骤5的到位信号控制刀库转到主轴刀号的位置。
第3阶段:还刀。步骤5启动的刀库旋转停止且有刀库定位I信号后,启动机械手步骤12→步骤13→步骤14→步骤15,将主轴刀具还到刀库中并将记忆主轴刀号的存储器更新。步骤11完成后,取消“读入禁止”,激活刀具参数,加工程序和机械手还同时进行。
第4 阶段:抓预选新刀。在M06的下一段紧跟下道工序要用的刀具号Txx,刀库在完成还刀动作后可在零件加工的同时启动机械手步骤1→步骤2→步骤3→步骤 4,将下道工序所用的刀具预选抓到机械手上,等待M06启动后面的换刀动作,这样大大缩短了刀具交换的时间,提高了工作效率。
注意事项:
Txx和M06不能编在同一程序段内。在固定循环TOOL中,所有位移程序段应加G153(段有效)取消基本偏移。
三个换刀过程为:
①装刀:主轴无刀,Txx/M06直接安装编程刀具;
②换刀:主轴有刀,交换编程刀具和主轴刀具;
③还刀:主轴有刀,编程T0,将主轴刀具还回刀库。主轴准停角度利用PLC浮点参数MD14514[0]:$MN_USER_DATA_FLOAT[0]
FANUC加工中心换刀编程格式
一、斗笠式刀库的换刀
采用固定地址换刀方式,刀具号与刀座号是固定对应的,其换刀动作是依靠刀库的横向移动与主轴的上下移动实现换刀,简称为主轴换刀方式。由于其无换刀机械手,因此选刀动作不能在换刀动作之前预选。其换刀指令与选刀指令一般编写在同一个程序段,其指令格式如下:M06 T××;指令执行时,刀库首先将主轴上刀号对应的刀座转到换刀位置,并将主轴上的刀具换回刀座中,然后刀库又将指令中指定的刀具转到换刀位置,并换上主轴。这种刀库,即使在执行M06的前面先执行Tx x,也不能够预选刀,*终选刀的动作还是在执行M06时执行,如果M06前面没有Tx x,则系统会报警。
二、圆盘式和链式刀库的换刀其多采用随机地址换刀方式,刀具号与刀座号的对应关系是随机的,但其对应关系能够被数控系统记忆住。这种刀库的换刀是依靠机械手换刀。其指令与换刀的动作为:刀具指令Tx x控制刀库的旋转,并将选中的刀具转至换刀工作位置,而换刀指令M06控制换刀机械手的动作,实现主轴刀具与刀库换刀位置处刀具的交换。其选刀指令与换刀指令可以在同一个程序段,也可以分开编写,选刀与换刀指令对应的动作也可以同时或分开动作。其指令格式如下:Tx x M06;指令执行时,刀库首先将Tx x刀转到换刀位置,然后机械手将刀库刀具与主轴刀具交换,实现Tx x刀具换至主轴的目的。阅读以上两种方法可以看出方法二将选刀动作与加工动作重叠,这样换刀时就不必选刀而直接换刀,提高了工作效率。刀库的换刀指令与机床厂家有关,如有的刀库不仅要求Z轴必须返回换刀点,而且Y轴也必须返回换刀点,其程序格式如下:TXXM06;或者M06TXX; 在同一个程序段编写选刀与换刀指令时,不同厂家刀其的执行规则也可能有差异,如有的不管书写的先后顺序,均按先选刀、再换刀的规则执行。而有的规则规定选刀指令必须在换刀指令执行之前编写,否则,其动作是先换刀、再选刀,如上面的程序所示。这种情况,若在M06指令执行前未编写选刀指令,则系统会报警。技巧与禁忌:加工中心的换刀指令必须按机床厂家的编程说明书执行,否则可能不能正常换刀或出现意想不到的结果.。说明:1、对于斗笠刀库换刀宏程序可以按照如下编写M06TXX;或者TXX直接换刀。2、对于圆盘刀库可以编写M06TXX;TXXM06;
高速加工中心是高速机床的典型产品,高速功能部件如电主轴、高速丝杠和直线电动机的发展应用极大地提高了切削效率。为了配合机床的高效率,作为加工中心的重要部件之一的自动换刀装置(ATC)的高速化也相应成为高速加工中心的重要技术内容。随着切削速度的提高,切削时间的不断缩短,对换刀时间的要求也在逐步提高,换刀的速度已成为高水平加工中心的一项重要指标。


