

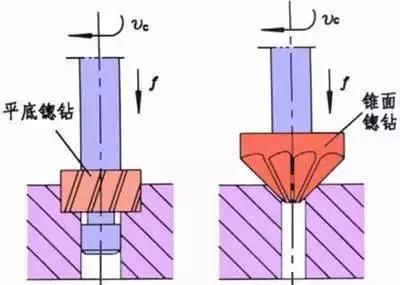
在需要对斜面进行深孔加工的情况下,通常通过两个刃的方头立铣刀对座面进行前加工,之后通过钻头进行孔加工。方头立铣刀为前端侧的中心呈凹陷的形状,因此通过方头立铣刀进行前加工后的底面成为中央部隆起的加工面,之后在通过钻头进行孔加工时,存在钻头以倾斜的状态进行加工的顾虑。另外,在进行锪孔加工时,要求加工后的底面为平面。
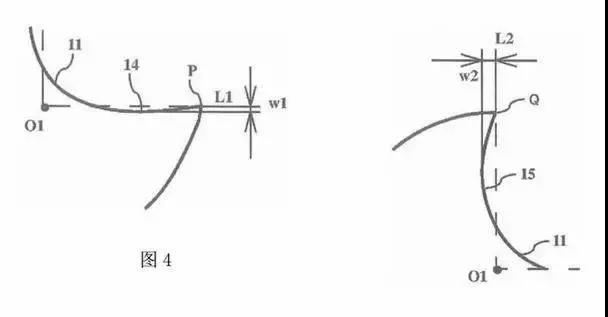
锪孔加工用的钻头,该锪孔加工用的钻头的顶角为 170 ~ 190°,钻头的芯厚为钻头的直径的 0.20 ~ 0.40 倍,切削刃的中间凹陷量为钻头的直径的 0.01 ~ 0.06 倍,在切削刃的外周端部具有— 1 ~— 20°的后退角度的加工底面为平面。并且,在钻头中,形成为相对于切削刃沿旋转方向设置的槽的打开角大于 90°的形状。
另外一种钻头,该钻头的相对于切削刃沿旋转方向设置的槽的打开角 ( 槽宽 ) 为 75 ~ 85°,切削刃侧的中间凹陷量为钻头的直径的 0.03 ~ 0.07 倍,尾根棱侧的中间凹陷量为钻头的直径的 0.35 ~ 0.70 倍。并且 :通过将槽的打开角设为 75 ~ 85°,从而使切屑减小并卷曲,提高切屑的排出性。
问题是:
在这些的钻头中,槽的打开角宽,因此切屑不易堵塞,但存在切屑不断开而存积在槽中,切屑使加工孔的内壁面受损而使加工面粗糙、或者切屑咬入切削刃而使钻头折损的情况。
另外,槽的打开角度窄,因此切屑容易与槽的壁面抵接而卷曲,但是当切屑的排出量增多时,切屑未被排出而在槽中存积有切屑,同样地存在加工面粗糙或者钻头折损的情况。
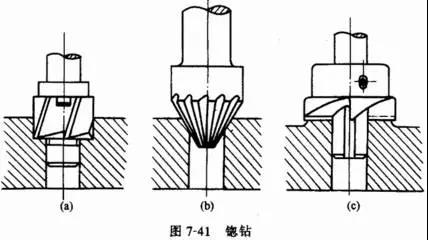
引导孔、锪孔的加工所使用的钻头
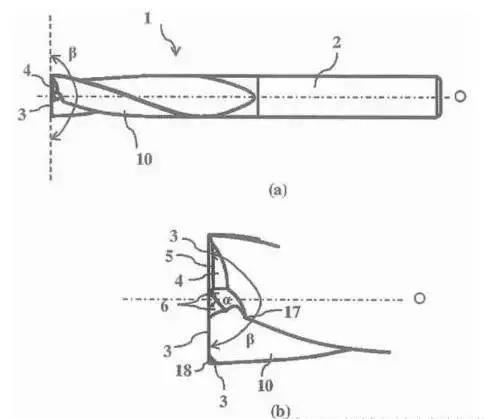
图 1— 5 的钻头 1 是实心式的钻头,至少包括切削刃 3 的部分由超硬合金、金属陶瓷、cBN 等的硬质材料构成,钻头 1 具备以钻头 1 的旋转中心轴 O 为中心的直径 D 的大致圆柱状的钻头主体 2。
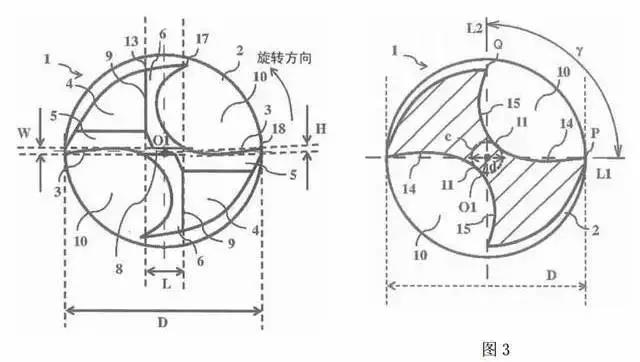
根据图 1、图 2,钻头具备 :具有旋转中心轴 O 的钻头主体 2、设置在钻头主体 2 的前端侧的两个切削刃 3、分别设置于两个切削刃 3 的后方且从各个切削刃 3 沿着钻头 1 的旋转方向设置的切屑排出槽 10、以及以与切屑排出槽 10相接的方式设置在切削刃 3的对面的位置的尾根棱 (heel)4。
另外,切削刃 3 以从钻头 1 的中心 O1 的附近至直径 D 的圆的外周端的方式设置,并且与钻头主体 2 的侧面连续。即,钻头主体 2 具备两个切削刃 3、两个切屑排出槽 10、两个尾根棱 4、以及两个第一切口 (End gash)6。另外,尾根棱 4 的与切削刃 3 相反侧的尾根棱终端 13 与切屑排出槽 10 相接而设置在切削刃 3 的对面的位置。
在图 2 的从前端观察时的主视图中,在切削刃 3 的旋转方向的反方向上设置有前端后刀面 5。另外,根据图 1,在钻头 1 的前端,从尾根棱 4 的与切削刃 3 相反侧的尾根棱终端 13 朝向后方 ( 钻头 1 的后端侧 ) 直至第一切口终点 17 的旋转方向的反方向上设置有第一切口 6。即,在旋转方向的反方向上,依次配置有切削刃 3—前端后刀面 5—尾根棱 4—第一切口 6—切屑排出槽 10。第一切口 6 减少钻头 1 的前端的旋转中心轴 O 及其附近即中心部的接触阻力。
实践效果
钻头主体涂敷了硬质层的图 1 ~ 3 的形状且具有表所示的尺寸的钻头。需要说明的是,钻头的直径为 3mm,芯厚为 0.45mm,钻头顶角 α 为180°,从前端观察时的切屑排出槽的打开角 γ 为 89 度,a/D 为 0.4。并且,通过下述切削条件来评价钻头的性能。在表中示出结果。
( 切削条件 )被切削材料 :S45C 加工直径 :3毫米 加工速度 :75m/ 分钟 转速 :8000 转 / 分钟 进给 :0.065mm/ 转 切入深度 :4.5mm 切削形态 :插铣加工 切削环境 :湿式切削 评价项目 :加工底面的形状、孔加工个数为 250 个时的切屑排出性、能够加工的孔的个数、加工结束的时刻的钻头的切削刃状态
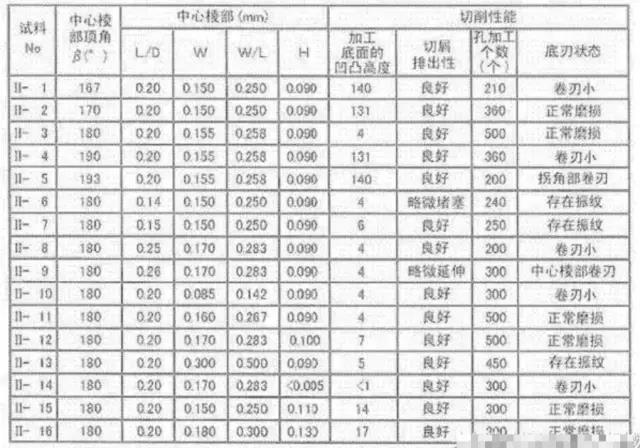
如表 所示,在任一试料中,均为加工底面的形状呈平面或者凹凸小于 150μm,切屑排出性以及钻头的状态良好,孔加工个数多。特别是,在 L/D 为 0.15 ~ 0.25、并且中心棱部顶角 β 为 170 ~ 190°的试料 No.II— 2 ~ 4、7、8、10 ~ 16 中,切屑排出性以及钻头的状态良好,在中心棱部不产生卷刃,孔加工个数多。


