


感应淬火工艺有一下几种加热方式 且都有适用的工件。
1. 一次加热法
一次加热法或称同时加热方式是感应淬火的最常用方式。当此法采用两根矩形管包围工件表面作旋转加热时,习惯上已称为一发法(Single Shot)。
一次加热法的优点是将工件需要加热的全部表面积一次完成,因此,其操作简单,生产率高,它适用于加热面积不太大的工件,对加热面积特别大的工件,采用一次加热法,需要相当大的电源功率,投资费用较高。
一次加热法最常见的例子是中小模数齿轮、CVJ钟形壳杆部、内滚道、托带轮、支重轮、钢板弹簧销子、拨义、气门端头、气门摇臂圆弧部等等。
(1)半轴一次淬火
有的资料曾对半轴感应淬火相同产量的装备占地面积进行对比,用一次加热法,设备占地面积为40m2,而用扫描淬火法为115m2,如图1所示。
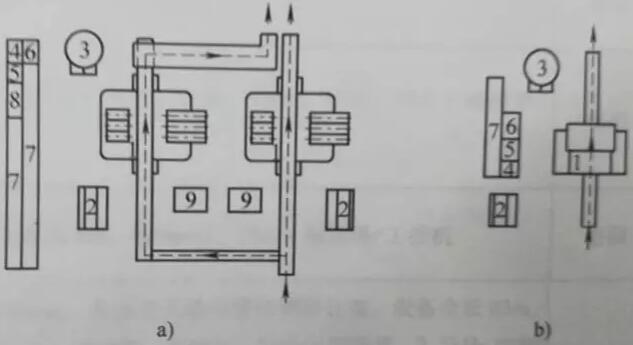
a)扫描淬火 b)半轴一次淬火
图1 半轴一次淬火与扫描淬火法
东汽公司现在半轴淬火工艺已从扫描淬火改为横向磁场一次加热淬火,生产节拍由数分钟降至40s,在生产效率大大提高的同时,半轴抗弯扭疲劳强度亦提高10倍以上。
(2)齿轮一次淬火
一次加热法对齿轮加热工艺应用上的另一改进是采用了斜包形感应圈替代整个包围形感应圈,如图2所示。众所周知,不同齿轮模数应选择不同电流频率来加热,如果电流频率太高或太低,用整圈包围齿轮的感应圈加热时,会出现齿顶温度高于或低于齿槽的现象,当采用斜包型感应器进行旋转加热时,由于齿面上的每一质点,只在转到感应圈覆盖区时才加热,因此,其实际加热情况为加热、停、加热、停……每个质点只在每一转转到有效圈覆盖区加热一次,其余时间为匀温时间,因此,有助于防止齿顶温度过高或太低,此种斜包型感应器在国内某机床厂得到重视与应用。
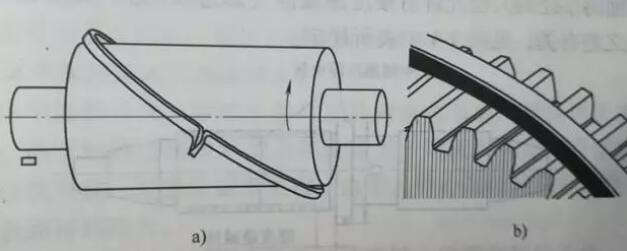
a)斜包形感应器 b)斜包形用于齿轮加热
图2 斜包型感应器加热齿轮
2. 扫描淬火法
当工件加热面积较大、电源功率较小时,常采用此法,此时,计算加热面积S是指感应圈所包容的区域,因此,相同功率密度,所需电源功率较小,设备投资费用低,适用于小批量生产,典型例子为大直径活塞杆、瓦楞辊、轧辊、输油管、抽油杆、钢轨、机床导轨等等。图3所示为一种大直径轴扫描淬火,工件直径Ф750mm、L=10m,电源f =60Hz,功率1500kW,硬化层深75mm,淬火槽与游泳池相似。
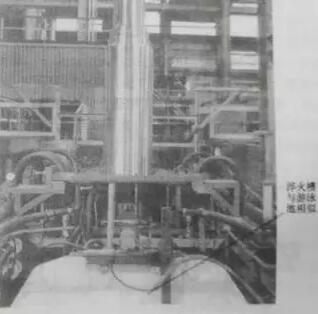
图3 Ф750mm、L=10m扫描淬火机(Ajax Tocco公司)
(1)带台阶的轴扫描淬火
带台阶的轴曾被旧工艺规定为近台阶处淬硬层可以中断,甚至在一些机械设计手册中进行示例,如图4所示。
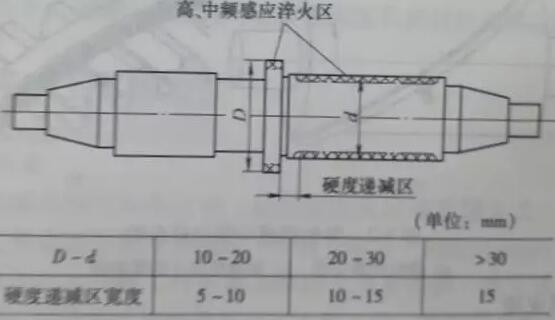
图4 台阶轴允许的非淬硬区
此种工艺的难点,由于矩形管横向磁场加热法的应用,使纵向电流流过台阶处而解决。同样,用扫描法时,当采用斜包形感应器(顶视为圆形,箭头方向直视为椭圆形)时,由于在工件上感应的涡流也是斜包形,既通过台阶的小直径,同时通过台阶的大直径,因此,台阶处的淬硬层,在台阶相差不大时,可以连接起来。
(2)扫描与一次加热二种工艺相结合的淬火法
对凸轮轴,当凸轮宽度与轴颈宽度相差甚大时,一般采用双工位,两种感应器各加热凸轮与轴颈,但也有一种方法,即采用宽度与凸轮宽度相适合的感应器,除一次加热法加热凸轮外,又可用扫描法进行轴颈的淬火,感应器有两个淬火液进水管头,如图5所示。
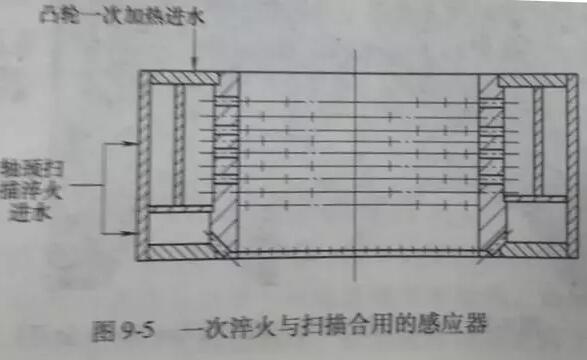
图5 一次淬火与扫描合用的感应器
3.分段一次加热淬火法
典型的例子是凸轮轴的多个凸轮,每次加热一个或多个凸轮,淬火后,又加热另一部分凸轮,齿轮逐齿一次淬火也可以列入这一类。
4. 分段扫描淬火
典型例子是气门摇臂轴或变速义轴,一根轴上的多个部位进行扫描淬火,其淬火宽度可以是不同的,逐齿扫描淬火也可以列入这一类。
5. 液体中加热淬火
在液体中加热淬火,即感应器与工件的加热表面均浸在淬火液中,进行加热,由于加热表面得到的功率密度大于周围淬火液的冷却速度,因此,表面很快升温,当感应器断电后,由于工件心部吸热及淬火液的冷却,工件表面得到淬火。
这种方法一般适用于要求临界冷却速度较小的钢材制的工件。工件自冷淬火,则是工件置在空气中,感应器断电后,由工件心部吸收表面的热量,当加热表面的冷速大于临界冷速时,得到淬硬,与液体中淬火的情况相似。


