
01
序言
液压系统具有传递功率大、系统布局灵活及控制方便等优点,广泛应用于各类机械工程的各个领域。液压系统中,使用各类阀锁元件来控制液压油的压力、流量和方向等。阀锁元件中,大多是利用阀套和阀芯的配合,来实现系统的各种控制功能。阀套和阀芯之间的配合间隙必须保持在合理的范围之内,既能保证阀芯动作灵活,还要保证阀套与阀芯之间的密封性能,不至于使液压油在压力的作用下发生泄漏。在实际加工中,对阀套和阀芯的加工精度提出了较高要求。对于阀芯来说,由于其外圆为开放式加工,加工精度相对容易保证,而阀套和阀体的内孔加工处于半封闭状态,采取通常的加工手段不易得到较高的加工精度。
图1、图2分别为典型阀套类、阀块类零件,在产品液压系统中广泛应用,这类零件的主要结构为高精度内孔,其工作原理就是利用阀芯与这些内孔精密配合,既能在多个工作位置之间灵活滑动,利用滑阀机能完成各项功能的转换;又能保证各个位置之间的相对密封性,不至于发生泄漏,以保持系统工作压力的稳定。这类零件的内孔应具有足够的尺寸精度及低的表面粗糙度值,使其在系统的运行中保持良好的性能。

图1 典型阀套类零件

图2 典型阀块类零件
02
加工现状及存在的问题
实际生产中,此类高精度内孔通常采取车削或镗削等机械加工手段,留余量后,再由人工研磨来保证其尺寸精度和表面粗糙度要求[1]。研磨是利用专用的研棒,配合调和好的研磨剂,对零件内孔进行精密加工的一种方法,其加工原理如图3所示,这种加工工艺基本是由手工操作完成,要求操作人员具有较高的技能水平。尽管使用研磨工艺可以实现内孔的精密加工,但在实际生产中,仍存在以下两方面问题。

图3 研磨原理
1)对操作人员的技能水平依赖性强,加工质量的重复性和一致性较差,在操作过程中易出现孔口直径变大超差的现象,俗称“喇叭口”。研磨误差产生的原因如图4所示。

图4 研磨误差产生的原因
2)因为研磨加工主要以手工完成,所以其加工效率较低。
由于存在以上问题,研磨工艺多用于单件或小批量加工。而在实际生产中,经常遇到较大批量的高精度内孔加工,使用研磨工艺就有些力不从心。
较差的质量一致性将导致返修率和废品率增加,再加上较低的加工效率,这些不利因素直接导致零件加工成本大幅上升。针对批量较大高精度内孔的加工,需采取加工质量稳定、加工效率高的加工手段。
03
珩磨加工技术特点
珩磨是另一种高精度内孔的加工方法,属于特殊的磨削光整加工。使用专用的珩磨机床驱动珩磨头来进行内孔加工,具有很高的加工效率,在大批量零件的加工中,能大幅降低加工成本[2]。珩磨是一种用于高精度内孔的精整加工方法,其使用的 加工工具称为珩磨头,珩磨头结构如图5所示,主体为圆柱形,在其圆周面上轴向分布着多条油石砂条。珩磨头内部装有胀开机构,加工过程中,在弹簧力或液压力的作用下,可以驱动砂条沿径向伸出,与被加工内孔的孔壁以一定的压力接触,在驱动力作用下进行磨削加工。珩磨的加工过程是利用珩磨机床主轴驱动珩磨头进行旋转,同时带动珩磨头沿轴向作往复运动,对工件内孔进行加工。

图5 珩磨头结构
珩磨加工不同于其他的磨削加工,其具有一些独特的特点。珩磨通常采取的是一种浮动加工方式,珩磨头与机床主轴之间为浮动联接,加工过程中珩磨头可以利用被加工内孔的孔壁作为导向,对于被加工内孔与主轴的微量径向误差和轴向倾斜误差,具有一定的补偿作用,使工件的加工精度基本不受机床精度的影响。在某些加工状态下,也可以采取珩磨头与主轴固定联接,而工件利用浮动夹具安装的加工方式。
珩磨加工的另一特点是其被加工表面具有创制形成的特点。珩磨过程中,珩磨头旋转并作往复运动,在被加工表面形成互相交叉螺旋的网形纹路(见图6)。在设备系统的控制下,珩磨头在每分钟的往复运动次数与转数之比不是整数,使被加工表面的加工网纹在每两次往复运动之间都不重复,避免出现被加工表面上某些部位重复加工,而另一些部位加工不足的现象。这种不重复的加工轨迹,可以使被加工表面与油石砂条的切削面不断产生新的高点并被磨去,油石砂条和被加工表面的接触面积不断增加,使被加工内孔的圆度和圆柱度等精度不断提高,直至达到要求。

图6 珩磨被加工表面网形纹路
因为珩磨加工具有以上特点,所以利用珩磨加工工艺能使被加工内孔得到较高的尺寸精度、形状精度及表面质量。采用合理的加工参数,珩磨加工能达到的尺寸精度为0.01mm,圆度、圆柱度可达0.005mm。选用合适的油石砂条,表面粗糙度值Ra可控制在0.04~0.4μm。同时,珩磨还具有较大的加工范围,根据所用设备规格不同,可以加工直径为5~500mm的内孔。
04
以珩代研工艺
珩磨具有较高的加工精度,由于其属于大面积多刃切削加工,所以还具有较高的加工效率。在实际生产中,对于大批量的高精度内孔加工,可以考虑使用珩磨来代替人工研磨,在保证加工质量稳定的同时,提高加工效率,达到降低加工成本的目的。
4.1 工艺参数选择
高精度内孔的珩磨加工应从油石砂条的选择和珩磨用量的选用两方面考虑[3]。
1)珩磨加工本质上还是属于磨削加工,珩磨头是其实现磨削加工的主要工具,而珩磨头上安装的油石砂条,就相当于刀片,在加工过程中起到主要的去除材料的作用。正确地选用油石砂条,是保证加工质量和效率的前提。
油石砂条由磨料和黏结剂构成,其中主要起切削作用的是磨料,磨料的粒度直接关系着被加工表面的表面粗糙度和加工效率,而磨料的种类则决定珩磨所能加工的材料。珩磨用油石砂条常用的磨料有白刚玉、棕刚玉、黑色碳化硅、绿色碳化硅、立方氮化硼及人造金刚石等。其中立方氮化硼磨料具有硬度高、热稳定性好的特点,且其与黑色金属之间具有较好的化学稳定性,切削时具有优良的自锐性。因为阀套、阀体大多为合金钢材料,所以立方氮化硼磨料的油石砂条成为首选。对于一些有色金属材料的阀体内孔,可以采用黑色碳化硅(用于粗珩)和绿色碳化硅(用于精珩)磨料的油石砂条进行珩磨加工。
磨料粒度一般根据被加工表面的表面粗糙度来选择,同时应考虑加工效率。在保证加工表面质量的前提下,尽量选用较粗的磨料粒度。实际生产中,一般粗珩选用120#左右的磨料粒度;精珩选用W28~W40的磨料粒度。
2)珩磨用量主要包含切削速度、油石砂条工作压力和珩磨前加工余量等。
因为珩磨的切削运动包含珩磨头的旋转和往复运动两部分,所以其切削速度为珩磨头旋转的圆周速度和往复运动速度的合成速度(见图7)。在一次往复运动中,同一磨粒的加工轨迹是两条成一定角度交叉的螺旋线,两条线之间的夹角称为切削交叉角。珩磨的切削速度由珩磨头圆周速度、往复速度及交叉角3个参数有机地统一起来,共同影响着珩磨的加工质量和效率。应根据加工零件的材料及精度要求来合理选用切削速度。在珩磨头转速一定的情况下,粗珩时适当增大往复速度,增大交叉角,以获得较高的效率;精珩时,降低往复速度,减小交叉角,以获得较低的表面粗糙度值。实际生产中,粗珩时珩磨头圆周速度取20m/min左右,往复速度取20m/min左右,交叉角45°左右;精珩时珩磨头圆周速度取26m/min,往复速度取10m/min,交叉角25°左右。

图7 珩磨切削速度合成
3)油石砂条的工作压力是作用在砂条单位面积上的平均压力,主要影响金属去除率、砂条的磨损量,对加工精度也有一定的影响。由于工作压力加大,金属去除量增加,同时砂条的磨损量也增加,但是工作压力超过一定限度时,砂条的磨损将急剧增大,频繁地更换砂条将会影响加工精度和效率,造成加工成本大幅增加,因此砂条的工作压力应保持在一定范围。根据所加工工件、设备的实际情况,一般粗珩时,工作压力在0.8~2MPa;精珩时,工作压力在0.5MPa左右。
4)对珩磨的加工质量和效率影响较大的另一因素是被加工表面珩磨前的余量。珩磨的余量应合理,能够保证珩磨加工完全去除前道工序遗留的加工误差和缺陷,保证加工精度和表面质量。珩磨余量也不能太大,太大的珩磨余量不但影响加工效率,还会使砂条损耗增加,导致加工成本上升。一般对于大批量的高精度内孔珩磨,珩磨余量控制在0.05~0.1mm。
4.2 珩磨工艺措施
因为大多数阀套、阀块高精度内孔的长度均<500mm,所以采取立式珩磨方式加工。对于大批量高精度内孔的珩磨,需要考虑不同形状零件的装夹和定位,这对于减少加工辅助时间、提高加工效率尤为重要。实际生产中,根据所加工零件的尺寸和形状,采取的装夹工艺分为3种[4]。
1)对于小型阀套类零件,采取零件浮动装夹(见图8)方式,利用浮动工装进行装夹定位,珩磨头与机床主轴为固定联接。浮动工装主要部分为两个嵌套的圆环,沿圆环中心线设计有转轴,外圆环转轴安装在工装基座,内圆环转轴与外圆环转轴成90°,安装在外圆环的内圈。被加工零件固定在内圆环内,利用内、外圆环的转动,可以实现浮动装夹,使珩磨头沿着被加工内孔孔壁导向。受工装结构限制,这种装夹方式适用于较小的圆柱形零件。

图8 阀套浮动装夹
2)对于直径较大的圆柱形零件,则适宜采取自定心卡盘进行装夹。将自定心卡盘中心与机床主轴找正后,固定在机床工作台上。珩磨时,利用自定心卡盘的自定心作用将零件定位并夹紧。
3)对于方形阀块的高精度内孔珩磨,采取精密平口钳装夹方案。利用精密平口钳和定位附件,先将阀块在平口钳上预定位并夹紧(见图9),然后将平口钳安装在机床工作台上,找正待加工内孔与主轴的中心后,将平口钳位置固定。

图9 阀块零件预定位
如果上述几种装夹方式,其装夹工装采用具备零点定位的快换系统,将大幅降低更换零件的辅助时间,提高加工效率。同时,具备零点定位快换系统的装夹方式,可以增加珩磨工艺的柔性,为其并入智能制造生产线提供便利条件。
4.3 以珩代研取得的效果
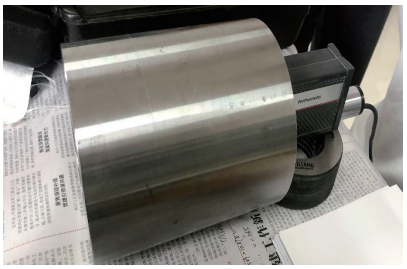
经过对珩磨工艺参数和装夹方式等的合理选择及优化,通过对样件的试加工,取得了较满意的效果。样件圆度和圆柱度均保持在0.005mm之内,表面粗糙度也取得了较好效果,达到或超过了设计要求。图10所示为样件内孔珩磨后粗糙度仪检测结果,证明以珩代研方案的可行性。

a)使用粗糙度仪测量

b)测量结果
图10 珩磨样件内孔表面粗糙度值实测
05
结束语
以珩代研高精度内孔加工方案,是机械加工代替人工操作的典型应用。通过对珩磨工艺参数和装夹方式的优化选择,在高精度内孔加工方面取得了较好效果。一方面,在保证加工质量的同时,加工效率提高10倍左右;另一方面,降低了类似精密加工对操作人员技能的依赖程度,减轻了操作人员的劳动强度。如果采取零点定位快换系统,并增加传感系统,还可以将高精度内孔珩磨并入智能制造生产线,从而产生更大的经济效益。







