

1 序言
液压控制系统的控制精度直接影响产品性能。阀套是液压控制系统中伺服阀的核心零件,其加工精度直接影响伺服系统的控制性能[1]。阀套中内环槽的主要作用是控制伺服阀的流量等参数,由于零件材料硬,环槽精度高,因此加工难度大。通过对精密内环槽加工工艺进行分析,找出影响加工精度的因素并制定具体的工艺方案,解决了精密内环槽加工难题。
2 精密内环槽零件工艺分析
图1所示为精密内环槽零件,材料为马氏体不锈钢,硬度≥55HRC。外形有环槽,内孔Φ7.8mm,长度>70mm,内壁四环槽。环槽尺寸2.2-0-0.1m m×Φ9.5 +0.1+0mm ,位置尺寸(30±0.03)mm 、(20±0.03)mm,相对R轴向圆跳动0.004mm,表面粗糙度值Ra =0.4μm,槽与内孔相交处尖边Rmax=0.01mm。
根据图1要求,分析零件内环槽加工难点有几何公差、表面粗糙度及位置尺寸。为了保证零件能够稳定高效地加工,必须找出影响零件加工的主要因素,分析原因并制定方案来解决精密内环槽加工难题。
影响因素分析如下:
1)材料热处理后硬度≥55HRC,难切削,传统加工方式难以保证加工要求。
2)工艺系统刚性差。零件长度>70mm、内孔直径7.8mm,刀杆细长,刚性不足,加工时易出现振动、扭曲及断裂等现象。
3)切削过程中排屑和散热难。切削路径长,排屑空间小,切削过程中切屑难于排出,容易与内壁产生摩擦,划伤内孔壁。同时也容易发生切屑阻塞,导致刀具损坏,零件报废。
4)零件精度是微米级,检测也是重要因素。通过对零件工艺分析得出,高硬度材料加工、工艺系统刚性、排屑、散热和检测方法是影响内环槽加工的主要因素。本次提出采用电火花加工工艺,可以解决高硬度材料加工、工艺系统刚性差、加工排屑和散热问题,实现精密内环槽的加工。
3 工艺方案制定
工艺路线合理程度对内环槽加工质量起着至关重要的作用。零件内环槽位置基准、跳动基准分别是两端面和外圆,由于它们的加工基准又转化到内孔,所以内孔加工精度必须严格控制。
制定工艺方案如下:下料→调质→粗加工→真空淬火(硬度≥55HRC)→半精加工内孔→半精加工外圆、总长→时效→精加工内孔→精加工外圆、总长→电火花精加工内环槽→钳工去毛刺。方案中先粗加工内环槽,以内孔为基准精加工外圆和两端面,利用外圆和端面定位电火花精加工内环槽。优点是环槽加工精度高、质量稳定可靠,缺点是加工工序多、周期长、效率低以及成本高。
4 加工过程控制
为了保证精密内环槽精加工质量,精加工前零件外圆、内孔、总长和粗加工环槽必须严格控制,具体要求如下。
4.1 内环槽粗加工质量控制
(1)内环槽粗加工要求 位置尺寸留余量0.12mm,1#和4#槽、2#和3#槽相对轴向中心对称度≤0.1mm。为了保证加工效率,零件总长公差≤0.04mm,这样才能避免因为误差积累而出现零件报废现象。
(2)外圆精加工 外圆加工基准是内孔,材料淬火后硬度≥55HRC,需要通过珩磨和研磨后,使精度达到圆柱度0.003mm、表面粗糙度值Ra=0.4μm以及公差0.01mm。再以内孔为基准磨削外圆,保证与内孔同轴度Φ0.01mm、圆柱度0.002mm以及表面粗糙度值Ra=0.4μm。
4.2 内环槽精加工控制
精密内环槽精加工需要考虑加工设备、零件定位装夹、工具电极、刀具路径规划、加工参数和检测方法等方面,才能保证精密内环槽高质量稳定加工。
(1)加工设备选择 精密内环槽加工时,由于不仅需要自动找正、三轴联动插补加工,还需要主轴高速旋转,所以选用四轴高精度火花机AD30Ls。该机床全行程重复定位精度0.005mm,主轴最高转速1500r/min,同时能够完成自动找正、对刀、冲油和抽油等操作,适用于中小尺寸高精度零件加工。
(2)零件定位装夹 零件的定位装夹精度直接影响精密内环槽的加工,选择合理的定位基准面和夹紧部位是设计合理可靠工装的关键。
零件定位装夹如图2所示。定位夹具由磁台、垫块、精密V形块和弓形夹组成。V形块和垫块是定位基准,弓形夹是夹紧机构。此夹具是利用零件外圆和端面为基准定位零件,定位基准与工艺基准重合,定位精度高。同时,该夹具结构简单、操作方便。

图2 零件定位装夹
(3)工具电极设计 电火花加工原理是基于工具和工件(正、负电极)之间脉冲性火花放电时的电腐蚀现象来蚀除多余的金属,以达到对零件尺寸、形状及表面质量预定的加工要求[2]。利用圆形工具电极对环槽持续放电,完成对精密内环槽的加工。电极的形状和精度直接影响加工精度。工具电极如图3所示,外形是带有喇叭口的圆柱体,圆柱面的作用是找正零件中心,右端面0.2mm平面是保证放电加工时电极处于线接触,这样加工的内环槽工作边跳动才能合格。

图3 工具电极
电极尺寸确定:电极厚度尺寸B=(环槽宽度2.2mm-加工余量0.2mm)-0.05mm。电极直径D=(内孔直径7.8mm-间隙0.2mm)-0.05mm,同时还需要兼顾电极直径D>环槽直径9.6mm-内孔直径7.8mm+电极杆直径5mm,保证电极有足够切削刃。
(4)加工路径规划 在加工时要先规划出工具电极运动轨迹,使电极切削面沿精密内环槽工作边运动,获得电极的最佳位置姿态[3]。只有规划出最优电极运动轨迹,才能保证精密内环槽加工质量和效率。从图1中可以看出,零件精密内环槽左右对称,环槽工作边1#和3#同向,2#和4#同向,加工时先加工一端,然后调头加工另一端。在加工单个精密内环槽时,要实现电极自动定位、空加工时快速移动及插补加工时精确运行。自动定位轨迹如图4所示,工具电极快速移动和插补加工运动轨迹如图5所示。电极自动定位时自转速度要保持在100r/min,这样可保证电极自动定位准确性。

图4 自动定位轨迹
工具电极加工精密内环槽单次运动轨迹为:工具电极先快速移动至环槽加工位置,直线插补加工环槽半径后,圆弧插补加工环槽,加工完成回X-Y平面原点,重新移至指定深度重复直线插补和圆弧插补加工,直到满足工艺要求为止。从单个环槽加工路径分析,要完成多个环槽的加工,需要重复图4和图5所示的定位和插补轨迹,才能完成整个零件所有精密内环槽加工。注意加工2#和4#环槽时,要调头重新装夹找正零件,才能重复操作加工精密内环槽。
(5)电加工参数确定 单个精密内环槽轴向位置余量0.12mm,需要分粗、精加工。粗加工总余量0.06mm,半精加工总余量0.05mm,精加工总余量0.01mm。粗、精加工切削深度分配,粗加工0.02~0.03mm/次,半精加工切削深度0.01mm/次,精加工切削深度0.005mm/次。经过调试验证,切削参数见表1。
表1 切削参数

表1中,在粗加工、半精加工时选择正极性,利用窄脉宽、相对大的电流对环槽进行加工,电极损耗低,加工速度快[4]。在精加工时选择负极性,利用宽脉冲、小电流加工环槽,电极损耗低,加工精度高[2],但是由于加工速度慢,所以精加工余量不能太大,否则加工时间很长。
(6)检测方法 精密内环槽需要检测的关键参数有槽位尺寸、表面粗糙度、工作边轴向圆跳动和尖边尺寸,其中表面粗糙度是电加工参数保证,而槽位尺寸、工作边轴向圆跳动和尖边尺寸,则需要利用专用检测设备进行检测。由于零件精度高,检测部位在零件内部,经过对比分析,选择万能工具显微镜进行检测,设备X、Y坐标行程为200mm和100mm,分辨率为0.0002mm,可满足测量要求。检测装夹如图6所示。

图6 检测装夹
在万能工具显微镜上使用30倍目镜找正精密V形块,并夹紧固定,检测时将零件放置于V形块上,小灯泡从右端放入检测环槽处,调整显微镜目镜,通过漏油孔检测环槽相关尺寸。内环槽检测顺序为:①检测环槽工作边轴向圆跳动0.004mm和工作边尖边尺寸。②检测环槽位置尺寸和槽宽。
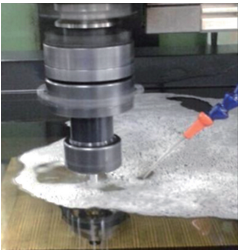
(7)试验结果及分析 根据以上分析进行试加工(见图7),对100个零件进行试验验证,经测量,环槽宽度2.2-0-0.1mm、位置尺寸(20±0.03)mm、(30±0.03)mm及表面粗糙度值Ra=0.4μm合格率100%,环槽轴向圆跳动0.004mm和工作边尖边Rmax=0.01mm合格率95%。

a)环槽加工中

b)加工后的环槽
图7 环槽加工
5 结束语
本文对典型精密内环槽零件进行工艺分析后,确定了影响环槽加工的关键因素,分析原因并制定针对性解决措施。通过对电火花加工设备、工具电极、夹具、加工路径规划和电加工参数等一系列优化设计,圆满解决了高精度内环槽的加工问题。通过试验验证,满足批量生产条件。同时也对其他类似产品的加工提供了参考思路。


