

1. 产品简介
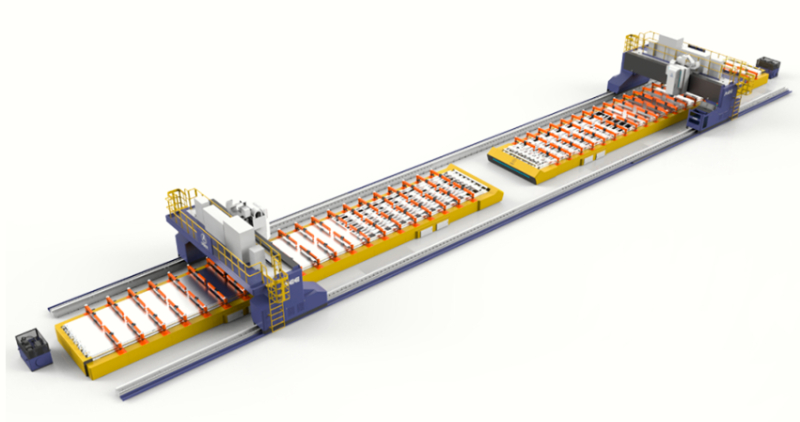
由航天工程装备(苏州)有限公司研发的HT-DLM10×560超长型材智能搅拌摩擦焊成套装备,采用双动龙门、双工位结构型式,龙门最大行程56m,移动速度≥30m/min,龙门跨距4500mm。工装采用柔性化设计,可根据产品尺寸自动调节,兼容产品尺寸和正反面焊接变化。设备集成了柔性智能液压恒压力控制、多焊缝激光寻踪、长直型材搅拌摩擦焊变形控制、焊接质量在线监测、恒温控制智能搅拌工具及工艺数据库等技术,显著提升了搅拌摩擦焊接装备的数字化、自动化和智能化水平,是一款高端智能搅拌摩擦焊装备。

2. 产品结构特点及技术创新点
(1)结构特点
超长型材智能搅拌摩擦焊成套装备主要用于动车组及城轨车辆长地板部件的搅拌摩擦焊接,且具备圆弧顶盖、动车组长侧墙板等部件的焊接能力。设备采用双龙门、双工位结构型式,单套龙门系统配有X、Y、Z、A四个数控坐标轴,龙门沿导轨移动,溜板沿横梁导轨移动、滑枕沿溜板导轨垂直移动和焊接主轴头绕X轴旋转运动。设备控制系统可实现三轴联动控制。
设备工装包含两个工位,既可以单套工装自动调节,适应单台位正反装焊接,也可以两个工位配合使用,实现长地板正反两面搅拌摩擦焊接。可适应的产品长度范围为14940mm-22360mm,宽度范围为2500mm-3100mm,工装装夹位置可在上述范围内自动调整。
设备集成了柔性智能液压恒压力控制、多焊缝激光寻踪、长直型材搅拌摩擦焊变形控制、焊接质量在线监测、恒温控制智能搅拌工具及工艺数据库等技术,可实现轨道交通多条长直焊缝全自动化焊接。
(2)产品技术创新点
创新点1:开发了焊缝激光跟踪系统,对焊缝位置进行扫描和数据处理,实时检测焊缝中心坐标值,通过装备控制系统调整搅拌工具的位置,保证搅拌工具始终位于焊缝中间位置。开发了稳定可靠的恒压力控制功能,具备柔性控制及快速响应的优点,能满足高速焊接条件下的压力调整需求。
创新点2:开发了大跨距长行程龙门高精度控制技术,降低装备焊接结束后快速返回焊接起始点带来的长行程精度累计误差。装备采用摆动式双电机消隙形式+滚轮轨道式新型动龙门结构+外置滚轮安装圆光栅的形式,圆光栅跟随滚轮旋转,降低长行程累计误差,实现全行程闭环控制。
围绕设备研发的产品获得以下专利:
一种搅拌工具的表面处理方法(ZL201911093739.0)
一种无飞边及减薄的无轴肩搅拌摩擦焊工具(ZL201921931810.3)
一种去飞边搅拌摩擦焊的焊接装置及方法(ZL202010878035.0)
一种搅拌摩擦焊工艺试验平台系统及工装(ZL201921582437.5)
一种搅拌摩擦焊主轴头自动偏摆装置(ZL202123115726.4)
一种搅拌摩擦焊接倾角自动调整装置(ZL202120523390.6)
一种液压恒压力伺服控制系统(ZL202123374862.5)
3. 围绕该产品所开展的技术创新工作
本产品是一款超长型材智能搅拌摩擦焊成套装备,设备行程长、跨距大,自动化、智能化程度高。公司在现有搅拌摩擦焊接相关技术储备的基础上,集中优势技术团队,不断突破创新,围绕柔性智能液压恒压力控制、焊缝激光寻踪、长直型材搅拌摩擦焊变形控制、焊接质量在线监测、恒温控制智能搅拌工具及工艺数据库等关键技术,进行重点研发攻关。成功研制了以轨道交通列车长地板为典型应用场景的大跨距长行程高端智能搅拌摩擦焊装备,开发并优化了超长型材搅拌摩擦焊工艺,推动了研究成果的示范应用。
4. 产品应用领域及产业化前景
某轨道交通领域用户使用产品后反馈认为,该设备运行稳定,焊接速度超过2m/min,焊缝不涉及未焊透、未填满、裂纹、沟槽、隧道等缺陷,焊后接头强度不低于母材的80%,焊后母材压深量不大于0.3mm。设备采用恒温控制智能搅拌工具,对搅拌工具轴肩和搅拌针的螺纹结构进行了优化设计,搅拌工具寿命提高到5000m以上,大幅降低了用户生产成本。

咨询电话:159 1097 4236
除在轨道交通长地板典型产品的示范应用外,本产品还可应用到汽车、船舶、海洋工程等领域长直铝型材的高质量搅拌摩擦焊。针对轨道交通、船舶、汽车、能源、压力容器等行业,从产品结构特征、技术成熟度、行业发展现状、市场竞争格局、短期和长期市场预期等方面进行分析,可以预见工业领域各类型搅拌摩擦焊设备的需求量将显著增加,未来国内大跨度长行程搅拌摩擦焊设备的潜在市场规模不容小觑。


