对于小型工厂而言,“一床多用”是一项必需技能。今天,我们就来看看,如何用车床加工多边形。
通常情况下,在车床上进行回转体表面加工。然而,往往由于设备缺少,或因机床负荷不平衡等原因,对车床进行技术改造后,也可作其他(非车削)加工,如多边形加工、 磨削加工、滚压加工和螺纹铣削加工等。
事实证明,因地制宜地采取技术措施,不仅投资小,上马快,效果好,是弥补设备不足或不配套的好办法,也是扩大车床使用范围的重要途径,特别是对中小工厂企业更具有现实意义。
01
加工多边形的工作原理
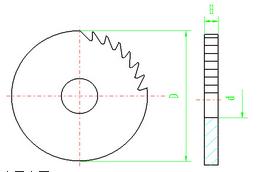
在车床上加工多边形工件,需要加装一套如图所示的专用装置。

1-刀盘 2-工件 3-卡盘 4-万向联轴器 5-变速器 6-螺钉 7-底板
车削时将其安装在中滑板上,使工件和刀具同向转动,并利用具有一定刀头数的刀具与工件的速比关系,实现刀具与工件的相对运动,使之按照展成规律实现型面的成形,完成正方形、六边形、正三角形、梯形、鼓形、腰形、扁形、菱形、不规则多边形及带有锥度多边形工件的加工。

如加工正三角形,其刀具与工件的传动比i=3,于是在切削过程中刀尖相对于工件轴线的轨迹为一条周期性重复的封闭曲线,曲线所包围的中间部分就形成了一个近似的三角形。

若工件轴线位于刀尖运动圆周之外,称为“外切削法' 呈现的三角形如图a所示;若工件轴线位于刀尖运动圆周之内,称为“内切削法”,呈现的三角形如图b所示。
由呈现的三角形图形可见,无论是采用外切削法还是内切削法,加工出的三角形工件各表面均不是平面, 而是近似平面的圆弧面口,所以,上面所讲的车削多边形的方法,只能用在对表面平面度要求不高的加工中。
02
现在应用比较广泛的刀具介绍
以上介绍是传统的理论,而在实际应用中又有不同形式的刀具呈现,原理上都是一样的,只是在原理介绍时,刀具在主轴上做主要运动,工件做的是辅助运动,而在实际应用中,工件则是在主轴上做主要运动。
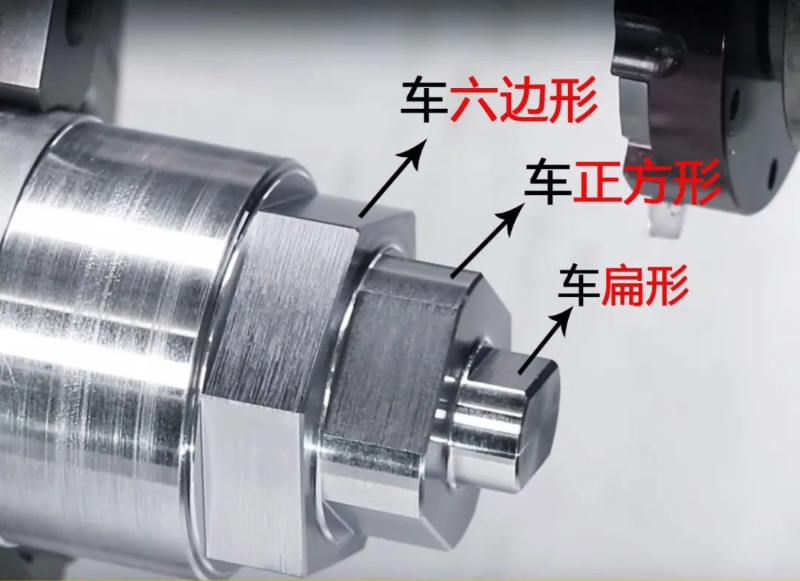
在多边形车削中,使用飞刀盘在轴对称工件的侧面上切出多边形(三至八条边)。工件(主主轴)和旋转刀具(飞刀盘)采用同步耦合的方式配合工作以加工出着力面。
所切出表面的数量取决于传动比与切削工具上刀刃的数量。工件与刀具的旋转方向相反。

↑↑车六边形↑↑

↑↑车长方形↑↑
带两个刀刃的刀具用于切出类四边形,带三个刀刃的刀具用于切出类六边形等。如果使用不同的传动比或者使用变更刀具切削刃的数量,工件表面可能会出现较大的凹陷或突出的挠曲弧线。

因为采用这种原理,刀尖点产生的轮廓轨迹确切的讲是一个椭圆,只不过落实在扳手着力面上的曲线是椭圆中曲率半径较大的一段,因此不影响拧紧、松开这样的装配操作。