

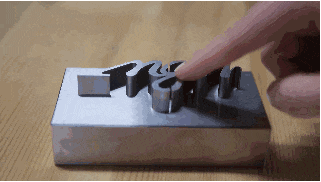
很多人都看过下面这个网红动图:将两个铁块合在一起,用手指轻轻一按,它们就严丝合缝地组合到了一起,让众人惊叹!

其实, 动图中展示的是慢走丝机床加工出来的配合件,对于模具行业的伙伴来说是很常见的。
今天我们要说的是真正的技术话题,如何用慢走丝机床加工出这样严丝合缝的配合件呢?
简单的来说,配合件的加工技巧关键在于选择合适的偏移量、合适的配合间隙、尖角需清角。
加工配合件的步骤:
1.标准参数试切
用标准参数试切一件10X10凸模,测量尺寸。如使用的偏移量为0.223、0.164、0.134、0.129,测量尺寸为10.01,单边尺寸偏大0.005。
2.调整偏移量,加工凸模
偏移量应该调整为0.218、0.159、0.139、0.124,那么按此偏移量加工的凸模的尺寸应该为标准尺寸10了。
3.计算加工凹模的偏移量
凸模的偏移量为0.218、0.159、0.139、0.124,凹模的偏移量应减去单边配合间隙。一般紧配合的间隙单边0.002,滑配合的间隙为单边0.005。配合的间隙可直接在偏移量中减去,也可在CLE处输入。
4. 加工凹模
如配合间隙0.005,则切凹模的偏移量为0.213、0.154、0.134、0.119
5. 配合
将凸模配入凹模,注意配合时工件应垂直放入,0.005的配合间隙,配合效果应该非常顺畅。


