

进口卧式加工中心是加工齿轮箱箱体的重要设备,在设备长期运行中出现位置反馈系统报警,导致设备瘫痪。基于此总结出了一套快速维修流程,以保证不延误生产进度。
1 序言
公司进口的卧式加工中心是一台卧式四轴联动加工中心,主要用于齿轮箱的镗孔及端面的加工,其加工精度高达0.001mm。设备的高精度和稳定性决定了齿轮箱的加工质量。该进口卧式加工中心的数控系统是Mazatrol Fusion 320,且硬件与软件都有别于其他机床厂家的数控系统,故维修难度比较高。一旦设备出现原点位置丢失报警时将无法继续加工,设备处于瘫痪状态,从而导致齿轮箱的组装停滞,产品交付时间面临延期,影响公司的信誉。通过自主攻关解决这一难题,快速恢复设备的正常加工已经刻不容缓。下面将从故障原因分析、故障问题解决思路及解决过程总结出一套针对此故障的快速维修流程[1]。
2 故障原因分析
进口卧式加工中心关机8天后起动,机床显示器上显示010号X轴原点位置丢失的报警,同时X轴驱动放大器上循环显示21-01号报警。机床无法执行任何动作,处于瘫痪状态。该故障第一次发生,维修人员没有足够的经验能够在第一时间解决,从而延误了设备的生产进度,公司将面临半生产状态,产品交付时间面临延期。
驱动放大器上循环显示21-01号报警,发生此类报警,说明参考点数据丢失。由于机床位置测量采用的是全闭环测量系统,所以原点检测装置必定是海德汉磁栅,也就不用考虑是电动机编码器的问题。根据图样分析故障发生可能有以下原因。
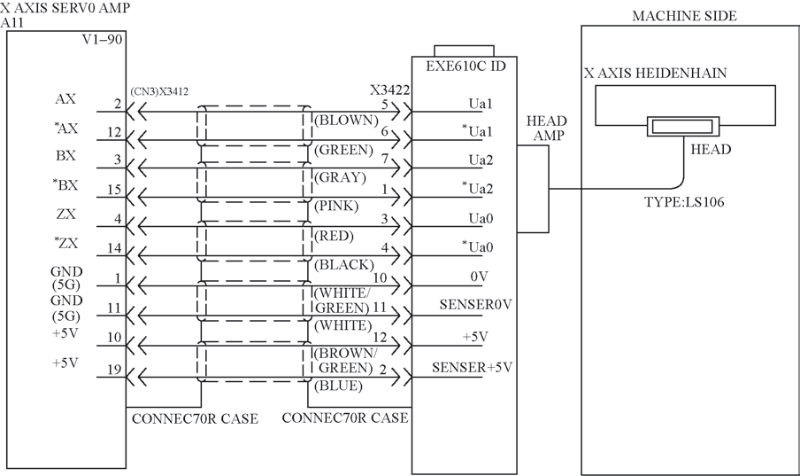
1)关机之前X轴伺服驱动数据保持电池电压低下,导致X轴原点位置数据丢失。X轴反馈信号接线如图1所示。
2)回原点接近开关或者连接导线故障。
3)读数头和尺身受污染、磨损。
4)读数头到信号采集转换模块的导线有断点;信号采集转换模块到伺服驱动器的导线有断点。
5)驱动内部印刷电路故障,丢失而且无法保存原点数据[2]。

图1 X轴反馈信号接线
3 故障处理
3.1 故障问题解决思路
根据以上可能发生故障的原因,可以由简入难逐个测试排除,找到故障产生的真正原因[3]。
1)检查X轴驱动电池电压。
2)回原点接近开关故障表现形式为回原点状态下出现该报警。检查回原点接近开关状态是否异常。如果X轴在回原点时无法检测到此接近开关信号,X轴将无法进入回原点格栅,也就无法完成回原点。
3)屏蔽X轴磁栅尺的检测功能,即全闭环改为半闭环。此步骤完成后可以判断磁栅、信号采集模块、伺服驱动和相关连接导线是否完好。如果屏蔽后报警消失,则说明以上元器件至少有一个存在问题。如果现场急着生产,半闭环也是可以满足生产需求的,当然也需要重新设置原点。后期加工任务不繁忙时再执行以下步骤。
4)缩小故障范围后,测量相关连接导线是否存在断路或者短路。
5)导线如果完好,则分别采用互换法判断磁栅尺、信号采集模块和伺服驱动中的故障器件。
3.2 故障解决过程
1)在开机情况下拆下X轴驱动电池,使用万用表直流挡测量电压,观察电压是否有3.6V,如果在3.6V以下则及时更换。
2)检查回原点接近开关,首先调整并且紧固接近开关。然后将铁片靠近接近开关读数头,观察其后部LED灯是否由暗变亮,如果未变亮则先测量导线连接是否完好,再更换接近开关。
3)屏蔽磁栅测量系统,重设X轴原点。步骤如下。①输入密码。在屏幕右下角空白处输入密码1131。注意输密码时要谨慎,切勿输错,确认准确后再按下INPUT按键(只有输入密码才会显示SV参数条)。②修改参数。修改参数N10,进入参数界面找到前缀为N的参数条,找到参数N10,将原值5改为8。修改参数SV7,进入参数界面切换到SV参数条,找到参数SV7,将原值0改为1。修改参数SV17,找到参数SV17,将原值8改为0。修改参数N19,找到参数SV19,将原值32改为1000。修改参数N25,找到参数SV25,将原值82C6改为22C6。参数设置好后保存参数,重新起动机床。③机床回原点工作原理。不管是磁栅还是电动机编码器,它们回零的信号都是回零接近开关发出的。编码器的格栅信号(脉冲)为3mm一次(N10内参数),当开关信号为1时,必须检测到一次格栅信号,机床继续运行开关信号变为0后,机床继续运行到下一次格栅信号的距离,此处为电气原点(一般OFF点为格栅间距的25%~75%)。机械原点也就是我们说的换刀点的值,是在电气原点的基础上加上N11参数内的数值得出的。④执行X/Y轴回零。起动设备,执行X轴、Y轴回原点动作。⑤调刀位。调整物理换刀位,X轴、Y轴回原点后,手动在主轴和换刀机械臂上装上三件套刀具中的两套。安装好后执行手动换刀步骤,机械手转动来抓主轴上的刀,手摇X轴,直至三件套完成组合,记录下当前X轴数值。⑥调整回零接近开关,记下的数值如果差得较多,则可以调整回零接近开关或者读数头的位置,跟现在原点位置相差1mm以内再设置。⑦设参数。设置X轴换刀位参数N11。将测量的X轴数值补进参数N11内(原数值加上或者减掉测量数值)。⑧调试。X轴原点设置完成后,保存参数,重启设备。设备开启后,执行各轴回零操作,然后执行换刀程序,检查换刀是否顺畅,如果有异响或者卡顿,就需要重复执行步骤⑤~⑦。
4 结束语
目前公司有这种系列进口卧式数控加工中心数台,在发生运动轴原点丢失的伺服报警时,都可以直接套用此方法解决故障,大大提升了维修效率,降低了机床的停机率。对平时的维修过程进行总结、归纳,往往会达到意想不到的效果。


