

一、定期检查主轴口磨损情况(喇叭口)
主轴锥度通常在口部周围磨损最严重,因为这是切屑最容易污染的区域,也是最容易受到磨损的区域。这种磨损通常被称为“喇叭口”。

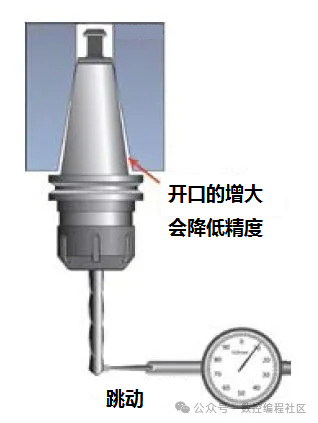
主轴锥口磨损会导致跳动增加
如图所示,您可以检查在主轴上和在工作台上分别测量的相同刀架的跳动。如果它们明显不同,则可能有问题。另一种方法是将已知良好的刀架涂蓝色并在主轴中检查。最好保留一个刀架进行此测试,以此做参考。如果您与锥度的接触率低于 75%,则说明有问题。
多久检查一次主轴上的跳动? 建议每 6 个月或每次发生严重碰撞后检查一次。
二、检查刀架的锥度磨损和微动
主轴锥度好并不意味着刀架锥度也好。您的主轴锥度比刀架锥度硬,这样它们才能承受大部分磨损和损坏。仔细检查刀架,寻找小划痕和变色,尤其是在大端附近。特别需要警惕一种磨损形式,这种磨损发生在两个钢部件(刀架和主轴口)相互摩擦时。只要刀架在主轴内滑动,就会导致过度磨损,甚至严重磨损。磨损只是第一个迹象,之后情况会变得更严重。
对于磨损,您需要在刀架锥度上寻找小的铜色凹坑或痕迹。磨损很容易被误认为是生锈,但它不是生锈。它看起来是这样的:

您需要更换任何出现明显磨损的刀架。如果新刀架也很快出现了磨损,或者刀架卡在主轴中,则您的主轴可能需要重新研磨。
三、磨损的拉钉(固定旋钮)

拉钉或固定旋钮(更现代的术语)是一种易耗件,可拧入刀架顶部。它由手指型(也称为夹头型)夹持器或使用滚珠轴承的夹持器夹紧。拉杆夹住拉钉,将刀架拉紧到主轴锥度中。
您应该定期检查拉钉是否有磨损、裂纹或其他损坏迹象。更换任何状态不佳的拉钉。一般来说,拉钉的使用寿命为 2-3 年或更短。滚珠轴承夹持器对拉钉的磨损比夹头式夹持器更严重。它们可以将拉钉的使用寿命缩短至 6 个月。注意滚珠轴承造成的压痕,如果发现任何压痕,请立即更换拉钉。即使是磨损痕迹也表明是时候更换拉钉了。
更换拉钉时,请清洁并除去螺纹上的油脂,涂抹螺纹锁固剂(低力或中力,不要用大力),并按适当规格拧紧。
如果您正在寻找更坚固的拉钉,模具钢拉钉的抗拉强度是硬化钢的 2 倍,抗弯强度是硬化钢的 1.5 倍——使用模具钢可以提高安全性。
四、保持干净卫生
我们都知道,定期清洁对车间来说是件好事,但它对于主轴和刀架的寿命来说尤其重要。
确保所有刀架、夹头、夹头螺母和刀柄保持清洁。污垢、灰尘、油污、碎屑或其他污染物可能会导致跳动增大以及刀具、刀架和主轴口过早磨损。保持刀具清洁无锈,保护您的刀具。
建议每天用蘸有透明轻质油的无绒布擦拭主轴锥度。至少每周擦拭一次似乎是有必要的。以同样的方式定期清洁刀架的锥度部分。使用主轴擦拭器定期清除主轴锥度内部的污染物。为了真正清洁整个锥度,我喜欢使用像这样的主轴擦拭器:

五、检查牵引力xa
这是至关重要的维护步骤。力过小对主轴有损坏,可能会让刀架旋转,从而损坏锥度;或者如果力过大,拉杆可能使刀架飞出。即使没有损坏锥度,力过小也会导致抖动增加、重合度差以及刀具寿命和表面光洁度问题。
拉杆弹簧组设计使用寿命约为 100 万次循环。这听起来很多,但对于频繁更换刀具并使用频繁的机床来说,很快就能达到这一水平。例如,一台机器每分钟更换 3 到 4 次刀具,每年运行 2,000 小时,每年要经历 360,000 到 480,000 次换刀循环。拉杆的预期寿命为 3 到 4 年。其他因素可能会将其缩短至 2 年——例如,班次更多或主轴转速更高。转速更高的机床通常使用较小的轴承,这迫使使用直径较小的拉杆弹簧,从而缩短弹簧寿命。定期测试其拉杆力非常重要,因为弹簧的磨损可能会频繁地发生。
牵引杆上的所有弹簧不会同时断裂。一开始可能只松开一个,但这会导致其他弹簧过载,从而进一步缩短其使用寿命。牵引力检查将有助于提前发现问题。建议每 6 个月左右检查一次牵引力。保留记录,如果牵引力开始下降,但仍在规格范围内,则需要更频繁地监测 - 如:每 2 或 3 个月一次。如果下降幅度超过规定的 10%,则是时候更换牵引杆了。
虽然牵引力低的常见原因是弹簧故障,但也存在其他可能性:
冷却液或切屑污染导致摩擦过度,或在某些设计中导致摩擦过小
刀具夹持器磨损
主轴锥度已重新研磨,导致刀具在主轴中位置过深
弹簧与主轴摩擦导致拉杆轴磨损
拉钉磨损
六、弹簧夹头的维护
之前提到过拉钉,但它也适用于夹头螺母。拉钉和夹头螺母具有特定的扭矩规格,应遵守这些标准以获得最佳性能。使用紧固支架和扭矩扳手确保它们扭矩符合规格。
您还应该定期对夹头和螺母刀架组件的跳动值,以确定它们是否磨损超出规定。
夹头由比刀架更软的金属制成,应作为消耗品处理。夹头一出现磨损迹象,应立即更换。如:
如果刀具折断并且夹头上有划痕。
如果夹头上有任何可见的锈迹或凹坑。
如果使用防锈剂,请在使用前将夹头或刀架擦干净——防锈剂可能会导致打滑。将夹头或刀架放回仓库时,请重新涂抹防锈剂。
七、润滑和振动
任何主轴都必须有润滑,否则轴承的使用寿命会缩短。如果您的主轴是密封的,那么更需要注意振动问题。任何大的振动都是故障信号,需要检查。如果您的主轴配有润滑器,请确保润滑剂清洁,并定期维护进气过滤器。
八、温度
始终注意主轴温度是否过高——这是轴承出现某种故障的前兆。如果您有主轴冷却器,请留意设备可能发出的任何警报,并确保它始终正常运行。


