
盲孔是指在工件上铣削或钻孔,使连接表层和内层而不贯通,不会穿透到零件的另一侧的孔。此外,您必须以最佳精度加工盲孔,以确保盲孔在工件内以指定的深度结束。
盲孔是机械加工中必不可少的元素,工程师可以使用它在不同的部件上添加凹槽、安全连接点或美观目的。然而,加工盲孔可能会带来一定的挑战,因此需要了解各种零件中盲孔的加工。尽管如此,建议考虑对齐、深度和碎屑堆积等变量,这些变量可能会影响盲孔加工中孔的功能。
1、如何钻盲孔

紧固件预期的最佳螺纹啮合决定了孔深和附加深度,使丝锥能够螺纹加工到正确的深度。您可以使用手钻以不同的方式创建盲孔。但是,用手钻钻到精确的深度或制作垂直孔并不容易。
此外,钻头上缠着的一块胶带可以指示钻孔的深度。或者,还有其他手钻,其深度指示器从前端伸出,在达到所需深度后,可以物理地阻止钻头钻得太深。
一般来说,用钻床钻盲孔比用手钻更理想。钻床可以钻垂直孔,而手钻则无法钻出垂直孔,因为手钻是手动操作的,存在不准确的风险。此外,钻床有一个深度指示器,可作为视觉引导,确保钻孔时深度正确。钻头底座与钻头轴保持垂直位置。
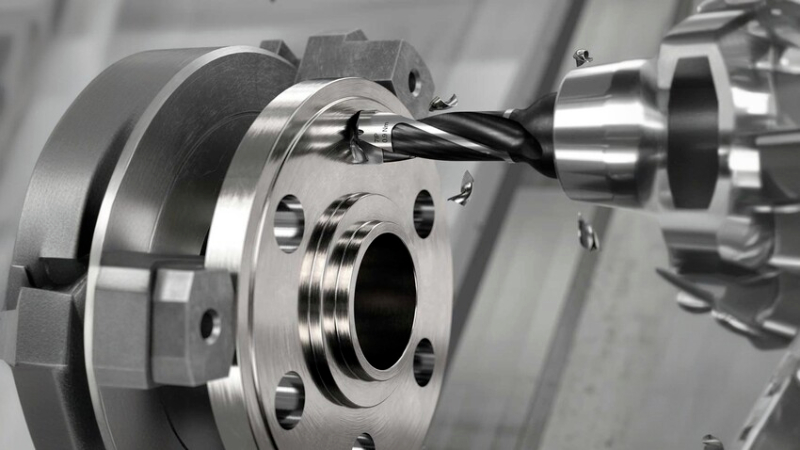
先进的钻孔技术通常涉及使用车床,数控铣床或 CNC钻床。车床允许将钻头放置在尾座中,并将旋转材料或工件送入固定钻头。因此,这种技术可以创建最精确的孔。但是,如果孔需要精度,您可以减小孔的尺寸并使用铰刀来完成孔。
无论使用何种技术钻盲孔,都建议确保钻头持续供应切削液并持续切削成铁屑。您可以通过定期缩回钻头以吹出孔中的碎屑来做到这一点。未能润滑钻头并清理孔会导致钻头损坏或钻头卡在孔中。
2、盲孔钻孔深度间隙

在钻盲孔进行攻丝时,钻适当的深度至关重要,以便为丝锥提供足够的空间来切割或加工所需数量的螺纹。这为紧固件提供了足够的螺纹啮合以实现最大保持强度,并为丝锥提供了足够的间隙。
但请注意,所需的丝锥类型、材料的厚度、凹陷特征的预期深度、设计要求和预期应用通常会影响孔的深度。
例如,为了获得精确的螺纹数量,锥形丝锥需要比螺旋槽丝锥或底部丝锥更深的孔。这是因为它具有更长的尖端和引入线,才能切削出全深螺纹。
更重要的是,盲孔的深度不得超过材料的厚度,以避免损害材料的完整性 加工材料。这可能会削弱框架或产品。因此,请参考设计规范将盲孔加工到适合预期用途的深度。
3、机械加工中还有哪些其他类型的孔?

不同的孔适用于不同的应用。以下是一些孔类型:
锥形孔:这种类型的孔直径逐渐变化。它们一开始很宽,随着深入工件而逐渐变细。锥度通常会贯穿整个材料;它们适用于锥形销,而不是紧固件。
沉头孔:沉头孔是一种标准孔,其上方有一个较大的孔。该孔通常有一个平坦的底部,可防止内六角紧固件射出工件表面。它们适用于在工件上加工螺栓或螺钉。
埋头钻:这种孔结合了埋头孔和沉头孔。它的特点是埋头孔顶部会转变为移动到导向孔的埋头孔。它们通常适用于内六角沉头螺钉。
锪面:锪面孔通常为浅孔或表面沉头孔,用于在紧固件底面和垂直于孔中心轴的被连接材料之间创建平坦的配合表面。
4、通孔与盲孔的区别

通孔是贯穿整个部件的孔,两端均开口。相反,盲孔有一侧开口,另一侧不会穿透。
盲孔具有指定的深度。但是,根据所选的芯孔,您的部件需要不同的丝锥。
5、如何清洁盲孔

钻盲孔时,清除碎屑至关重要,因为无法清除这些碎屑会导致钻头磨损和断裂等问题。您可以使用空气或高压液体冷却剂流从孔中清除碎屑。但是,如果孔太深,钻头凹槽可能无法有效地清除碎屑。
此外,建议再次清洁孔洞以清除钻孔后的任何残留碎屑。因此,在这种情况下,您可以使用手动气枪。您还可以使用专门的手持式孔清洁器将压缩空气吹入孔中,同时将吹出的碎屑吸入封闭的容器中。
6、钻盲孔的工程技巧

尽管盲孔加工具有挑战性,但以下是一些有用的提示:
利用钻床加工盲孔。它在整个钻孔过程中提供更好的控制和准确性。
钻材料时,选择适合钻床的钻头。使用正确尺寸和合适钻头类型至关重要。选择正确的钻头是钻出干净、精确孔的完美钻头。
钻孔前,用记号笔或胶带在钻头上标出孔的深度。这有助于防止诸如通孔钻和孔切得太深之类的加工错误。
最好总是慢慢开始钻盲孔。这样最终可以保证钻孔准确、干净,并防止钻头偏离预定路径。
钻穿金属时,在钻头上涂上切削润滑剂。它有助于钻出干净的孔,同时防止钻头过热或断裂。
对于直径较大的孔,建议先钻一个导向孔。这有助于控制较大的钻头并确保孔是直的。
使用压缩空气或真空吸尘器清洁孔口,以清除碎片或灰尘。



