

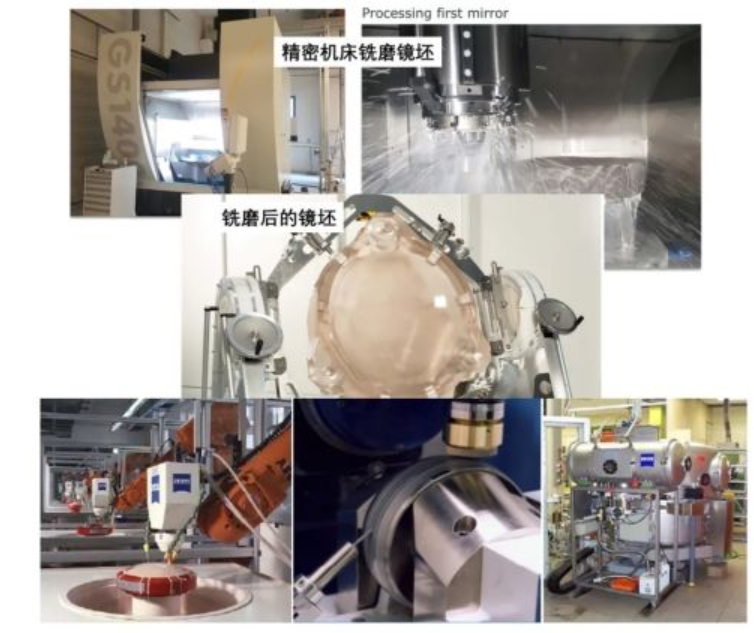
ASML光刻机镜头是由德国蔡司公司(Carl Zeiss)制造的,镜坯首先由高精度机床铣磨成型,再使用小磨头抛光、磁流变抛光、离子束抛光等超精密抛光手段,才能达到所需的精度,最后再进行镀膜(对于DUV物镜,是镀减反射膜;对于EUV物镜,是镀反射多层膜)。

超精密光学镜头加工的基础是计算机数控光学表面成形技术(CCOS),用计算机自动化控制代替了人的经验控制。

小磨头抛光技术是使用一个比工件口径小得多的磨头对工件进行抛光,通过控制磨头在工件表面不同位置的驻留时间以及磨头与工件之间的压强来控制材料去除量,能够实现数十纳米级的加工精度。
更先进的技术是应力盘抛光,即抛光盘在计算机控制下可根据要加工的形状实时变形,实现抛光盘与工件的完全贴合。
接下来是磁流变抛光(MagnetoRheological finishing,MRF),使用具有磁流变效应的特殊抛光液作为抛光材料。这种抛光液含有无磁性的抛光粉和磁性的铁粉,在无磁场时表现为常规的液体状态,而在磁场作用下铁粉定向排列使抛光液表现出类固体性质。

磁流变抛光液吸附在带磁场的抛光轮上,随抛光轮的转动与工件接触,去除工件表面多余材料。这就相当于使用柔性的磨头,其形状和硬度可以通过磁场进行实时精确调控,与工件表面始终紧密贴合,加工效率高、加工过程稳定、加工精度高、表面质量好(不产生表面和亚表面损伤),可将精度提高到纳米级。
最后,依靠离子束抛光(Ion Bean Figuring,IBF)技术,将镜头的精度提升到亚纳米级(原子尺度)。

在真空条件下,利用电场将氩气等惰性气体电离为离子,轰击工件表面,去除表面原子。这是一种原子尺度的加工手段,加工的准确性和稳定性好,与工件之间没有机械接触、不产生表面损伤,是目前最先进的光学元件加工技术。但是离子束抛光的加工效率低,一般作为最后一道精确修形的手段。
国防科技大学用自主研制的离子束抛光机床加工DUV光刻机所用的镜头

精密的加工需要有相应的测量手段来指导。在研磨和粗抛阶段,常用摆臂式轮廓仪(上图左),利用安装在旋转臂末端的高精度位移传感器来测量镜坯表面轮廓,精度可达微米到数十纳米级别。在精密抛光阶段,则采用光学干涉的方法(上图右)对镜片表面形状进行高精度测量。
附:网络上有很多文章说德国蔡司公司用德国ALZMETALL(奥美特公司)GS-1400重型精密立式五轴摇篮机床把EUV光刻机镜头直接加工到20皮米(0.02纳米)的精度,风闻也有帖子提到。我对此感到怀疑,查证了一下,认为这是一个误传,于是就有了这篇帖子。

蔡司公司加工光刻机镜头确实要用到精密机床铣磨,但后续还要经过小磨头抛光、磁流变抛光和离子束抛光(都是基于计算机控制光学表面成型技术,所以蔡司公司的资料里称为计算机控制抛光)才能达到0.12纳米的面型精度峰谷值和0.02纳米的均方根值。
咨询各类抛光设备电话:13501282025
误传可能源自对蔡司公司这份PPT的误解:
这个PPT里提到了新一代EUV光刻机物镜的加工精度,但在加工方法中只给出了GS1400型机床,所以被误以为是由这台机床一次性加工到最终精度。事实上,PPT展示的物镜所标注的“First mirror ground”中“ground”是“grind”的过去分词,意为“研磨”,即这个镜片只经过了机床的研磨,之后还需要经过抛光(polishing,或者称为“精修”,finishing、figuring)才能达到最终的原子级精度,这是机加工机床所望尘莫及的。


