

焊接作为钣金加工中重要的加工工艺,其劳动强度之大,工作环境恶劣,技能要求较高。因此,焊接技术的自动化和新型焊接方式一直是技术工作者们研究的重点。实现焊接自动化的关键在于对质量和效率的有效控制,这需要解决电弧与焊缝对中、零件间隙均匀、焊透以及焊接变形控制等问题。
随着激光焊接技术的迅速发展,该技术在众多领域都得到了广泛应用。在家电产品、高科技电子、汽车制造、高铁制造、精密加工等领域,激光焊接技术展现出了其独特的优势。这种技术的出现,不仅改变了传统焊接的方式,也极大地提高了焊接的效率和精度。随着科技的不断发展,焊接技术也在不断进步。从最初的手工焊接,到现在的自动化焊接和新型焊接方式,焊接技术已经发生了质的飞跃。
激光焊接的特点
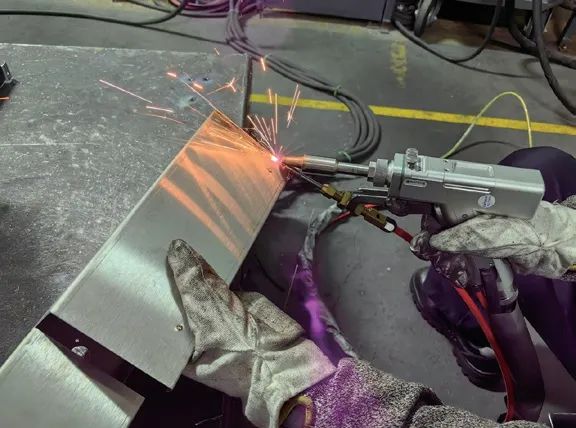
激光焊接是利用激光器将高能激光束耦合进人造光纤,传输后通过准直镜校直为平行光,再聚焦于工件上,聚集成能量密度极高的热源,熔化连接处材料,随后液态金属快速冷却后形成高质量焊缝的焊接方法,如图1所示。

图1 激光焊
操作简单易学
激光焊接设备结构简单,操作过程易学,上手容易。对焊接操作人员的专业性要求不高,极大节省了人工成本。
可进行微型焊接
激光束经聚焦后可获得很小的光斑,且能精确定位,可应用于大批量自动化生产的微、小型工件的组焊。
灵活性高
激光焊接机可实现任意角度焊接,可焊接难以接近的部位,也可焊接各种复杂的工件和形状不规则的大型工件,实现任意角度焊,具有较高的灵活性。
焊接效果好
激光焊接后的零件表面平整、无需打磨、没有黑边、没有焊疤,焊缝无气孔、裂纹、咬边、下塌等缺陷,焊缝外观相比较普通二保焊和氩弧焊更加美观平顺。
安全性能强
高安全焊嘴只有在接触金属时才能触动开关,触摸开关具有体温感应。专用激光发生器在操作时有安全要求,操作师傅需要佩戴激光发生器防护眼镜,以减少对眼睛的伤害。
激光质量高
激光聚焦后,功率密度高,高功率低阶模激光聚焦后,焦斑直径小,对发展薄板自动化焊接有着极大的促进作用。
焊接速度快,深度大、变形小
激光焊接功率密度高,焊接过程中在金属材料中形成小孔,激光能量通过小孔传递到工件深处,横向扩散较少;激光束扫描过程中材料熔合深度较大;速度快,单位时间焊接面积大。
人工焊接成本低
激光焊接热输入极低,焊后变形量很小,焊渣少,焊渣无喷溅,可以达到表面非常漂亮的焊接效果,激光焊后处理少,可以减少或消除后续抛光和整平工序上产生的人工成本。
焊接难焊接的材料
激光焊接不仅可以对多种异质金属材料施焊,还可用于钛、镍、锌、铜、铝、铬、铌、金、银等金属及其合金以及钢,可伐合金等材料的焊接,能很好地满足家电产品新材料的开发应用。
适合焊接薄板非喷涂外观件
激光焊接机焊接纵横比大,能量比小,热影响区小,焊接变形量小,特别适用于焊接薄板非喷涂外观零件以及精密和热敏零件,可减少焊后修正和二次加工。
激光焊接优势对比
激光焊接根据焊接时焊缝的形成特点,可以把激光焊分为热传导焊接和激光深熔焊接。热导焊使用激光功率低,熔池形成时间长且熔深浅,多用于小型零件的焊接;深熔焊功率密度高,激光辐射区金属熔化速度快,在金属熔化的同时伴有强烈的气化,能获得较大熔深的焊缝,焊缝宽度比可达10:1。光纤传输激光焊接机选配CCD摄像监视系统,方便观察和精确定位;其焊斑能量分布均匀,具有焊接特性所需的最佳光斑;适用于各种复杂焊缝、各种器件的点焊、满焊以及1mm以内薄板的缝焊。
影响激光焊接的主要因素有光束特性、焊接特性、保护气体、材料特性以及焊接性能。⑴光束特性包括激光器、光学配置等;⑵焊接特性包括焊接接头形式、焊缝分布、装配精度、焊接工艺参数等;⑶保护气体包括保护气体的种类、流量、保护力式等;⑷材料特性主要与激光的波长、材料的性质、温度、表面状况有关,大部分材料对短波长的激光吸收率更高,室温时材料对激光吸收率较低,温度升高时吸收率急剧增大;⑸材料的焊接性能包括热导率、热膨胀系数、熔点、沸点等特性。
激光焊接相比传统的手工氩弧焊或者气保焊,采用最新一代光纤激光器,配置自主研发的焊接头,具有操作简单、焊缝美观、焊接速度快、无耗材的优势,在不锈钢板、铁板、镀锌板、铝板等金属材料焊接方面,可完美取代传统氩弧焊、电焊等工艺。钣金件氩弧焊焊缝和激光焊焊缝对比如图2所示。

图2 氩弧焊焊缝和激光焊焊缝对比
薄板常用的焊接方式有很多种,如激光焊接、电子束焊、氩弧焊、电阻焊、等离子弧焊等,而激光焊接与其他常用的焊接方法相比在热影响区、深度比、焊缝断面形貌、操作难易、自动加工、人工成本等方面有较大的优势。激光焊接与其他焊接方式对比见表1。
表1 激光焊接与其他焊接方式对比

注:“√”表示优势;“×”表示劣势;“0”表示适中。
激光焊接工艺参数设定
激光焊接设备关键在于工艺参数的设定与调整,根据零件的料厚和材质选择不同的扫描速度、宽度、功率等数值(占空比和脉冲频率通常情况下不需要改动),如图3所示,常见工艺参数见表2。
表2 常见工艺参数表


图3 激光焊接设备工艺参数设定
⑴工艺界面包含调试的工艺参数,点击框可修改,修改完毕后点击OK,然后保存在快捷工艺,使用时点击导入即可;⑵扫描速度范围 2~6000mm/s,扫描宽度范围 0~5mm。扫描速度受到扫描宽度的限制,该限制关系是:10≤扫描速度/(扫描宽度×2) ≤1000,如果超过限制,则会自动变为极限值。扫描宽度设为0 时,则不会扫描(即点光源)(最常用的扫描速度:300mm/s,宽度 2.5mm);⑶峰值功率需小于等于参数页激光器功率;⑷占空比范围 0~100(默认100,通常情况下不需要改动);⑸脉冲频率范围建议 5~5000Hz(默认2000,通常情况下不需要改动)。
不同料厚和材质的焊接功率不同,激光器功率为使用的激光器的最大功率。开光时由工艺功率的百分之N1,渐进至 100%;关光时由工艺功率的百分之百,渐进至N2,如图4所示。

图4 激光功率示意图
激光焊接设备应用
我司商用焊接车间焊接设备有:松下YC-315TX氩弧焊机、松下YC -300WX氩弧焊机、米勒二氧化碳气体保护焊机、佳十WF-21二氧化碳气体保护焊机、OTC 二氧化碳气体保护焊机和MIG焊机等,如图5、图6、图7所示。

图5 YC-315TX氩弧焊机

图6 佳士WF-21二氧化碳气体保护焊机

图7 OTC二氧化碳气体保护焊机
按照我司单车间产能,在焊接、打磨作业上可以减少人员投入3人,综合变形量减少20%,打磨工作量减少30%,焊接质量综合提升20%,焊接效率提升50%。经过产品工艺质量验证和生产操作验证,激光焊接机可以完全替代传统焊机,效果非常明显。随着我司涉足大巴空调、智轨空调以及高端家电等领域的产品开始涌现,为满足机组轻量化和高端材料的客户要求,只有强光焊接才可以完全满足此类机组结构件的焊接连接,这是传统焊接无法达到的。
结束语
焊接技术是我国成为制造大国的重要基石。如今,几乎所有领域,如机械制造、石油化工、交通能源、冶金、电子、航空航天等,都离不开焊接技术的支撑。新一代的焊接技术,以电子束焊和激光焊接为代表,正被愈加广泛地应用。考虑到环保和经营成本的因素,激光焊接具有高功率密度、无电极污染、非接触、机具损耗少,且不受磁场影响,能精准对准焊缝等诸多优点。因此,激光焊接是未来焊接的发展趋势,这也需要企业技术人员在应用层面提出更好、更高的要求,以推动激光焊机企业共同前行。
文/卢长水, 谈筱瑜, 黄启存, 汪浩松·珠海格力电器股份有限公司钣金喷涂分厂


