当前制造业的发展方向为低污染、轻量化和高性能,传统制造工艺无法满足时代的发展。压力铸造作为特种铸造中高精密制造技术的代表,具有尺寸精度高、加工余量小、零件强度高的优点。同类型压铸材料中压铸铝合金更具良好的热塑性、较小的线收缩率、良好的高温热强度和物化性能,是压铸工艺材料的首选。成熟的压铸工艺有着生产高效、成品率高的特点。但新铸件工艺周期漫长,依赖设计人员的经验和实际生产反馈,其中因工艺优化迭代带来的重复试模,导致工艺成本的提高和生产周期的延长,极大限制了压铸领域的发展。因此将CAE仿真模拟引入压铸领域,通过对金属液充填凝固过程的模拟,分析优化浇注系统结构,缩短设计周期。
本论文研究的铰链支架,结构复杂且为免加工件,对尺寸精度、后续机加工区域有严格的要求,因此采用压铸工艺进行生产。通过对铰链支架结构、表面精度要求进行分析,设计了两种压铸工艺,并使用Anycasting软件进行数值模拟,对两种方案进行分析,预测可能出现的气孔、缩松、缩孔、冷隔等缺陷的位置及原因,选择较优的方案进行工艺改进优化,最终进行生产验证,为该类零件生产提供参考。
1零件总体分析
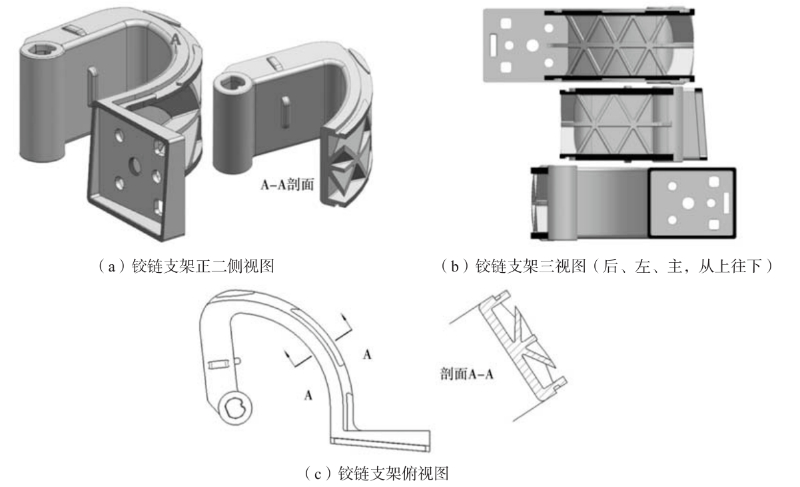
铰链支架见图1,材料为YL113铝合金,YL113铝合金化学成分如表1所示。铸件平均壁厚2.32 mm,最大壁厚5.63 mm,外形尺寸为116 mm×82 mm×43 mm,重131.64 g。如图1所示,铸件结构复杂,由弧面和斜平直面将套筒区和多通孔板件区连接,截面半工字呈内扣状,外壁布置大量交叉薄壁筋板,要求铸件免加工,深色区域为打磨面,去毛刺,收缩率为0.5%,无缩孔、缩松等铸造缺陷。

图1 铰链支架结构

表1 YL113铝合金化学成分 wB/%
2压铸工艺设计
2.1 分型面设计
铸件为免加工件,外壁布置起模斜度为5°的薄壁筋板,截面呈半工字内扣状,需要设置多抽芯机构,在弧面区、套筒连接区和板件通孔区布置抽芯滑块,并设置对应楔紧角为20°的斜销侧抽芯机构。根据铰链支架铸件截面半工字结构和铸件投影面积最大区域的分型面选取原则,选取两种分型面(图2)。方案1中,在铸件中部分型,平均分配抽芯型芯在模仁(动模镶块和定模镶块)中的位置,型芯安装固定较为方便。方案2中,在铸件上部分型,铸件尺寸能得到保证,且分型面布置在打磨面上,产生的毛刺缺陷易清除。

图2 分型面方案示意图
2.2 浇注系统设计
设计了两种浇注系统,三维结构示意图见图3。

图3 浇注系统结构示意图
2.2.1 内浇道设计
在图3的方案1中,为避免浇道与型芯直接接触,将内浇道布置在内壁;为缩短浇注流程将内浇道布置于筋板交叉对应内壁处,浇注液体沿筋板充填,大大缩短充填时间;考虑到金属液流至型腔的各部位距离尽量相等,采用一大两小的内浇道分布方式。在图3的方案二中,为避免金属液直接正面冲击型芯,将进浇方式改为斜进浇,以及考虑到金属液流至型腔的行程相当,布置分进浇道。内浇道截面积计算如下。

式中:Ag为内浇道截面积,m㎡;V为铸件和溢流槽体积,mm³;计算得内浇道截面积Ag=138 m㎡。
2.2.2 横浇道设计
横浇道的结构形式取决于内浇道形式和型芯位置,本铸件侧面基本为内扣区域,两种方案分型面皆要做抽芯处理。方案一内浇道布置于铸件内壁,为减小横浇道快压阶段金属液对型芯的影响,布置铸件外横浇道,并与型芯滑块呈远离态势;为对充填压力予以补缩,铸件内外横浇道非水平线性连接,设置单拐角予以连接。方案二内浇道斜置于铸件上平面,为减少整个充填过程对型芯的影响,延长横浇道长度。横浇道厚度可由以下公式计算。
D=(5~8)T (2)
式中:D为横浇道厚度,mm;T为内浇道厚度,mm。取D=8 mm,为便于铸件起模方便,设置横浇道起模斜度为10°。
2.2.3 直浇道设计
直浇道为金属液由压室进入型腔的通道,大小和压室直径一致。本设计面向的铸件为小型件,但其为免加工件,为保证夹渣气体能有效排出型腔内,故溢流槽总体积设计大于等于铸件体积的1.2倍;该铸件需要布置多抽芯机构,为保证铸件能顺利脱出,各抽芯滑块体积应大于等于铸件体积的1/3;考虑到各模具结构的排布,最终选用的压铸机为DCC280卧式冷室压铸机,压室直径选取50 mm,余料厚度设置为16 mm。
2.2.4 溢流槽设计
溢流槽设计原则:①金属液最后充填的部位,方案一在铸件最右端,方案二在铸件下底面两端,故在不同方案的末端布置一个溢流槽;②金属液最初冲击的地方以及铸件壁厚处,故在浇道对应上下面各设置一个溢流槽,方案一中弧面分支浇道对应上下面壁厚过薄,不予设置溢流槽;③金属液汇流处易产生涡流,故方案一中在弧顶处上下面各设置一个溢流槽。
3数值模拟分析
将带有浇排系统的压铸件三维模型保存为stl格式,并导入CAE软件中进行网格划分,由于铸件结构复杂,其最小壁厚和浇排系统最小壁厚不同,因此采用不均匀网格划分,划分浇排系统网格尺寸为0.8 mm,划分铸件网格尺寸为10 mm共生成网格数量。铸件材料选用YL113铝合金,模具材质为H13钢。铸造工艺参数如表2所示。

表2 铸造工艺参数
3.1 充型过程分析
方案一的充型过程如图4所示。金属液首先进入直浇道,在t=0.160 5 s时通过弧面分支浇道后,喷射至筋板底部并沿筋板壁回流至弧面壁;在t=0.162 0 s时,金属液通过主浇道及左侧分支浇道,喷射至筋板交叉处底部并沿筋板分散充填;在t=0.168 2 s时,弧顶处充填完成后,左侧金属液沿上下平面及筋板向铸件套筒方向充填;在t=0.176 0 s时,金属液充填完毕,型腔基本被完全充填,无充填空缺。从整个充填过程看,金属液流动过程基本平稳,存在一定程度的飞溅,但飞溅区域为筋板区,铸件外观面不受影响;主浇道与左侧分支浇道金属液在左侧分支浇道右侧内壁汇流,充填产生的夹渣无法通过溢流槽有效排除;金属液在套筒连接区内壁处有汇流,可能会出现卷气、冷隔、缩孔、缩松等缺陷;溢流槽数量和位置存在不合理的地方,未在上下面套筒区域布置溢流槽。

图4 方案一充型过程模拟结果
方案二的充型过程如图5所示。金属液由直浇道进入横浇道,在t=0.451 2 s时,通过主内浇道进入铸件型腔,冲击弧面壁后液流沿弧面壁上下流动;在t=0.531 8 s时,金属液通过两分支浇道进入铸件型腔,主浇道处金属液在其浇道左侧受型芯阻碍流动缓慢,如图5圈中所示,这可能导致涡流和卷气的产生。在t=0.550 5 s时,铸件弧面区域充填完成,金属液向铸件两侧末端充填。在t=0.551 8 s时,金属液充填完毕,型腔被完全充填,无充填空缺。从整个充填过程看,方案二受型芯阻碍影响先充填套筒连接区域,且充填过程存在一定程度飞溅,飞溅影响区为铸件外观面;金属液流动受弧面筋板影响,部分区域存在卷气和涡流;金属液在铸件外观面汇流,且对应区域无法设置溢流槽。

图5 方案二充型过程模拟结果
两种浇注方式充填过程都有一定程度的飞溅,但方案一飞溅区域为筋板侧壁,而方案二飞溅区域为铸件弧面外观面,可能会导致铸件弧面出现毛刺。从技术要求免加工的角度来看,方案一更为合理。
3.2 凝固过程分析
方案一的凝固过程如图6所示,金属液最先在铸件边缘开始凝固,之后自边缘处向浇道方向凝固。当t=1.528 3 s时,内浇道开始凝固,铸件主体基本凝固,但部分壁厚区尚未完全凝固。从整个凝固过程来看,凝固时部分区域并未按序凝固,套筒连接区的筋板壁及内壁先凝固,而上下平面为壁厚区,后凝固,因此该区域易形成缩松、缩孔。方案二的凝固过程如图7所示。相比与方案一,其内浇道凝固时间更长,但其套筒连接区问题与方案一一致,且筋板与内壁交叉连接处,筋板壁和内壁先凝固且无内浇道与之对应,因此这些区域会出现孤立液相区,从而铸件在这些区域出现缩松、缩孔的现象。

图6 方案一凝固过程模拟结果

图7 方案二凝固过程模拟结果
3.3 缺陷分析
图8为两种方案的缩松缩孔分布图。铸件缺陷集中于套筒连接平台区、部分筋板交叉区和通孔板件区上下表面这些壁厚区域,主要由于这些区域壁厚较其他部位要厚,凝固时这些区域温度较周围壁薄处要高,因此金属液凝固缓慢,与周围壁薄区域产生间隙,在完全凝固时得不到金属液的补充,从而出现缩松、缩孔的缺陷。对比两种方案,出现缺陷的位置大致相同,但方案二未在筋板交叉处设置对应内浇道,故筋板交叉区缺陷较方案一要多。在去除溢流槽后,方案一的缩松、缩孔体积为0.056 cm³,而方案二的缩松、缩孔体积为0.083 cm³,因此,在减少缩松、缩孔方案,方案一更优。

图8 缩松、缩孔分布图
综合比较两种工艺方案,方案二在余料去除工作方面较为简便,但在缩松、缩孔方面,方案一产生的缺陷更少;方案二在开模时较为繁琐,除沿分型面上下开模外还需沿分支浇道切线方向开模,生产工序复杂。因此选用方案一作为后续工艺改进方案。
4工艺改进
4.1 优化方案
除了初始工艺充填存在的问题外,原方案的主浇道截面积过大,对于铸件后续加工余量去除工作较为繁琐,因此对浇排系统做出调整。针对套筒连接平面过厚且内浇道距离过远无法做到有效补缩的问题,增加冷却系统予以优化。
在充填过程中,增加横浇道拐角,减少液流自直浇道进入横浇道时产生的紊流以及进一步对充填压力予以补缩;将主浇道取消,改为左右两侧各增加一个分支浇道,使得两侧浇道金属液尽量在弧顶的溢流槽处汇流。在套筒切向连接平台区布置溢流槽,方便金属液在套筒壁汇流前将夹渣和气体排除,减小液流在汇流处的冲击强度,避免在套筒壁处出现冷隔。同时设置排气槽,将上下对应的溢流槽以排气槽予以连接,方便气体排除,杜绝铸件内部气孔的存在。浇排系统优化如图9。

图9 改进后的浇排系统设计
在凝固过程中,针对套筒连接区和通孔板件上下表面壁厚处出现孤立液相区的问题,在其上方布置温度为20°的水路管道,从而优化铸件的凝固顺序。此外增设的内浇道能有效延缓内壁的凝固,确保内壁完全凝固滞后于壁厚区,以及对壁厚区进行补缩。冷却水路布置如图10所示,冷却工艺参数如表3所示。

图10 冷却水路分布图

表3 冷却工艺参数
4.2 优化方案模拟
对优化后方案进行模拟,充填及凝固过程如图11所示。可以看出,整个充填过程顺畅,金属液自中部内浇道进入型腔沿筋板平稳充填,在弧顶溢流槽处汇流,避免了金属液在内壁汇流而产生冷隔。同时设置在套筒切向处的溢流槽亦起到了导流的作用。在凝固过程中,增加冷却系统的表面相对于薄壁区提前凝固,使得铸件做到有序凝固。

图11 优化后充型过程及凝固温度场变化
图12为优化后铸件缩松、缩孔分布情况,可以看出,套筒连接区域表面的缺陷得到有效解决,铸件内壁亦无冷隔现象出现。

图12 缩松缩孔分布图
4.3 优化方案验证
为验证优化后方案可行性,对优化后方案采用表4中的压铸工艺参数进行试模打样。

表4 压铸试制工艺参数
根据锁模力计算,选择锁模力为2800kN的DCC280力劲压铸机进行试模生产,压铸机基本信息参数如表5,实际生产的铰链支架如图13所示。外观面无毛刺,X探伤检测如图14,未发现缩松、缩孔、冷隔缺陷,满足技术要求,可进行批量生产。

表5 DCC280力劲压铸机参数

图13 铰链支架铸件实物图

图14 X射线探伤检测图
5结论
(1)根据铰链支架结构结合技术要求,设计了两种压铸工艺。通过CAE软件,对充型凝固过程进行模拟仿真分析,对比选出一种可供进一步优化的方案。
(2)通过改进浇排系统和增加冷却水路,解决了铰链支架铸件缩松、缩孔和冷隔的缺陷,满足技术要求,为该类零件生产提供有效的工艺生产模板。
咨询压铸机电话:15910974236