

利用端面车槽刀与桥式镗刀体进行组合,设计并制作端面槽加工专用刀具替代立铣刀,在数控双面镗铣加工中心上以镗代铣加工大型结构件端面槽。工艺优化后,端面槽加工时间大幅减少,为大型结构件端面槽在镗铣加工中心上加工提供了一种高效加工方法。
01序言
在工程机械大型结构件(见图1)中,经常遇到一些结构件的箱体中有端面槽,例如图1中G-G剖视图中的“Ⅰ放大”视图所示端面槽内径为350mm,外径为365mm,槽宽7.5mm,槽深为4.6mm。由于端面槽在机械零件中具有密封等不可替代的作用,要求其具有较高的加工精度[1]及位置精度,因此需要对结构件进行焊后加工来保证图样要求的端面槽尺寸。

图1 某工程机械结构件
对于回转体工件端面槽的加工,一般选用车床利用端面车槽刀进行车削加工,方法简单,效率高。但是由于大型结构件形状复杂,显然是无法在车床上对端面槽进行车削加工的,因此需要在镗铣加工中心上进行端面槽的加工。对图1所示工件的端面槽加工工艺进行优化改进,以镗代铣,可使得端面槽加工效率大幅提升。
02优化前端面槽加工工艺
图1所示结构件材质为SCSiMn2H,端面槽加工设备为数控双面镗铣加工中心,操作系统为西门子840D sl,刀具为φ6mm立铣刀,冷却方式为油雾冷却。
端面槽加工工艺:采用φ6mm整体立铣刀螺旋插补铣削(见图2),先粗铣加工到槽深度2mm,再加工到槽深度4mm,留0.6mm进行槽的精铣加工。粗铣加工程序见表1[2,3],通过修改程序的切削参数及螺旋插补坐标值就可以进行精铣加工。粗铣及精铣加工切削参数见表2。

图2 立铣刀螺旋插补铣削端面槽
表1 端面槽铣削加工程序

表2 端面槽铣削加工切削参数

根据加工工艺及加工程序,采用φ6mm立铣刀铣削槽宽为7.5mm的端面槽,粗铣加工需要螺旋插补6圈,精铣加工需要螺旋插补3圈。由于槽直径较大,立铣刀粗铣螺旋插补铣削1圈需要时间约为19min,精铣螺旋插补铣削1圈需要时间约为14min,粗、精铣加工总时间约为156min。采用螺旋插补铣削槽的加工工艺效率较低,需要进行工艺优化与改进。
03优化后端面槽加工工艺
在车床上进行端面槽加工的原理是工件旋转,端面车槽刀(见图3)进行轴向进给,达到指定的槽深度后再进行径向进给,扩宽端面槽(见图4)。在镗铣加工中心上进行端面槽加工时,可以通过组合端面车槽刀与桥式镗刀刀体设计制作端面槽加工专用刀具,参考车床车削端面槽的加工原理,工件不动,专用刀具旋转并进行轴向进给,完成端面槽加工。这种加工进给方式称为镗槽加工。

图3 端面车槽刀

图4 车床车削端面槽加工原理示意
在数控镗铣加工中心上采用机夹刀片加工机械零件,精度一般能达到IT7级、IT6级,再加上因新型切槽刀片具有特殊的后角结构,刀片锋利,可以降低切削阻力、减少振动,加工时产生的切屑可以快速飞离工件表面,故可以获得较高的表面质量。
因为通过调整不同的进给速度、不同的转速等切削参数,也可以人为控制铣削内孔槽表面质量的高低,所以理论上利用加工中心采用专用槽刀加工的端面槽精度是可以满足图样精度要求的[4]。
3.1 设计端面槽加工专用刀具
设计类似桥式镗刀的端面槽加工专用刀具如图5所示。该刀具由桥式镗刀体、滑块以及非标刀座组成,非标刀座由刀座、刀夹和切槽刀片组成。桥式镗刀体及滑块为标准刀具配件,只需设计如图6所示非标刀座即可。选择合适的切槽刀片型号,将切槽刀片安装在端面槽刀夹上,非标刀座安装在滑块上,移动滑块进行端面槽刀具直径的调节。

图5 端面槽加工专用刀具结构

a)主视图

b)左视图
图6 非标刀座结构
3.2 利用专用刀具加工端面槽
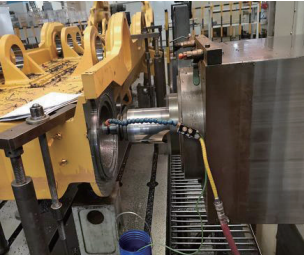
制作完成的端面槽加工专用刀具实物如图7所示。利用对刀仪通过移动滑块调节刀具到合适的切槽直径,记录刀具长度,并将刀具直径及刀具长度输入机床面板对应的表格内,通过工件试切且测量合格后按照表3所示加工程序采用镗削加工方式进行端面槽的加工(见图8)。通过数控程序控制切槽深度,可一次镗削完成端面槽粗加工。粗加工后进行槽尺寸测量,通过调整切削参数及固定循环参数进行槽的精铣加工。端面槽镗削加工切削参数见表4。端面槽加工时间约为2min。

图7 端面槽加工专用刀具
表3 端面槽镗削加工程序


图8 端面槽镗削加工
表4 端面槽镗削加工切削参数

3.3 工艺优化后实施效果
工艺优化后,持续进行5件工件箱体端面槽的镗削加工验证,加工完成后的工件经过交检,端面槽加工精度均达到设计要求,交检合格率为100%,测量数据见表5。又通过较长时间20件箱体端面槽的批量加工及质量验证,利用该方法加工的端面槽精度能够满足图样要求。
表5 箱体端面槽测量数据 (单位:mm)

采用端面槽专用加工刀具代替整体式立铣刀加工端面槽,刀具刚性提升,走刀时间大幅缩短。通过对比计算,工艺优化后端面槽加工时间相比优化前缩短了98.7%,加工效率大幅提升。该刀具切槽刀片磨损后可更换,相比整体式立铣刀,成本降低,使用寿命更长。实践证明,该端面槽的加工方法可以推广使用。
04结束语
利用端面车槽刀与桥式镗刀体组合设计并制作端面槽加工专用刀具,在数控镗铣加工中心上通过镗削加工实现大型结构件端面槽的加工,该方法构思新颖,加工刀具易制作且成本低,刀具直径可调,端面槽加工通用性强,加工效率高,表现出了卓越的加工性能,为生产制造提供了有力的保障。通过较长时间的生产实践表明,这种端面槽加工工艺具有一定的使用及推广价值,可为其他类似结构件的端面槽在镗铣加工中心上加工提供参考和借鉴。


