

分析了汽车转向架壳体的特点,介绍了一种汽车转向架铝制壳体的加工工装,在生产实践中得到了应用,并总结了该类零件工装的设计要点。
1序言
汽车转向架是汽车转向系统的重要组成部分,保证了汽车方向盘和转向轮之间的准确联动。其中转向架壳体是安装和固定轴承、蜗轮蜗杆、传动轴等零件的重要组件,其作用是保证轴承的准确安装,保证蜗轮蜗杆的间距精度和传动的稳定输出,
同时要能确保转向架在汽车车架上的位置安装。转向架壳体的机械精度高,可以避免内部零部件的磨损和损坏,延长整体转向架的使用寿命,提高其运行效率,增强转向架的刚性,提高转向架的响应速度。因此,转向架壳体本身的制造精度对于保障上述功能起到重要的作用。
目前,汽车零部件的生产设备绝大部分已经应用了数控机床,高精度多功能数控机床的使用简化了对工装的要求,提高了加工效率,降低了生产成本。但也不可以一概而论,有时候设计较复杂的工装能降低对数控机床的性能要求,从而降低加工费
用,提高加工效率,本文是一个明显的例证。多功能五轴加工机床虽然功能强大,但根据加工零件的精度要求,综合考虑加工效率、加工成本等方面,使用通用数控机床结合复杂工装也能优化得出最佳工艺方案。本文通过设计转向架壳体加工工装,结合现有企业生产条件,提出了较为合理的工艺解决方案。
2壳体零件的特点分析
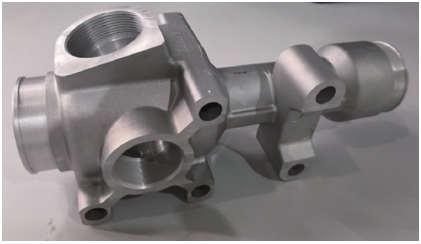
本文所要设计加工工装的转向架壳体零件如图1所示。该零件采用铝合金材质,外形不规则。批量件毛坯通过模具浇铸成型,一致性好。零件需要4面加工,其中有1个方向的面及孔需要旋转角度进行加工。图2是该零件的二维图,图中方框位置是需要加工的4个方向部位。

图1 转向架壳体零件

图2 零件二维图样
本零件的加工要求主要是4个方向的平面和轴承孔[1],尺寸公差0~0.02mm。角度面的角度及公差为16°±3' ,位于此面上的特征圆孔轴线和水平轴线的距离公差为0~0.05mm。从图中可以看出该零件的加工精度要求不是很高,主要的加工复杂点在于多面加工和异形装夹。如果用三轴机床加工,需要做多套工装,分4个工序完成。但在确定零件的装夹方法时,应注意减少次数[2]。如果用五轴机床采用定位加工的话,1次装夹即可完成,但效率低,成本高,该零件在试制过程中也采用过五轴定位加工方式。结合企业生产现场条件和批量生产情况,决定采用卧式加工中心的交换工作台分两步完成加工。制作2个工装,一个工装完成互相垂直的3个面加工,另一个工装负责角度面方向的加工,可以实现产品不间断生产,从而大大提高效率。
3加工工装设计
根据上述壳体零件的分析,在卧式加工中心上可采用两道工序完成加工,第一道工序(工序1)完成图2所示中方框1、3、4三面加工,可设计1套工装
(工装1),安装在卧式加工中心的A工作台。第二道工序(工序2)完成方框2有角度特征面的加工,使用第2套工装(工装2),安装在卧式加工中心的B工作台。本次工装设计采用与CimatronE软件完成,该软件的特点是CAD与CAM高度集成[3],可方便进行设计和制造。
3.1 工装1设计
工装1主要完成零件3个面的加工,3个面互成90°,可以利用卧式加工中心的工作台角度旋转来完成。为提高效率,根据现有机床行程,在工装上同时放置3个零件进行加工[4]。
首先设计1个工装立柱,3个工件在立柱高度方向上均匀分布。工装立柱上装配3个支撑板,把3个壳体零件放置于支撑板上,具体如图3所示。

图3 工序1工装设计
1—底板 2—立柱 3—加强筋 4—零件 5—压板 6—支撑板
设计要点如下。
1)为便于工装的装配与维修,各工装零件之间采用销钉定位,通过螺栓夹紧[5]。支撑板应该有一定的厚度,保证有足够大的贴合面积。如图3所示,3个支撑板和立柱之间采用销钉定位,并通过4个M10高强度螺栓紧固。底板和立柱之间用2个φ10mm的销钉定位和4个M12高强度内六角头螺栓紧固。由于立柱尺寸长100mm、宽80mm、高420mm,所以在底板和立柱之间还增加了加强筋,提高整体刚性。实际加工中,充分证明刚性完全满足要求。
2)产品壳体零件在支撑板上安装定位采用6点定位原则(见图4)。由于零件是通过模具浇铸的异形件,零件外形一致性好,但没有完整规则的平面可以安装支撑,所以在支撑板上设计了3个小凸起,相当于架起零件,并构成了1个假想定位面进行支撑,这样对零件限制了3个自由度(见图4中底面3点定位位置)。支撑板上左右方向设置小挡块,安装零件时通过紧靠此处可以限制左右移动自由度(见图4中左右方向定位位置)。同时在立柱上设定了2个定位块,通过工件紧贴此处达到限制前后移动和旋转2个自由度(见图4中立柱上的定位位置)的目的。

图4 支撑板上6点定位示意
3)壳体零件夹紧采用压板螺栓压紧的方式,零件安装定好位置后,利用3套压板螺栓进行夹紧,夹紧位置与3个小凸起的支撑点重合,如图5所示。这样可以避免在夹紧的时候铝制工件产生变形。

图5 对应支撑点的压板位置
3.2 工装2设计
工装2主要用于加工图2所示方框2部位,加工内容主要为带角度的平面和该部位的孔。需要保证的位置精度有16°±3',孔轴线和水平轴线间距0~0.05mm的位置公差。尺寸精度有孔直径和螺纹精度。
工装2中加工零件的定位采用2销钉结合1平面的方式。将工序1加工过的平面(见图2中方框4位置)作为基准放置在工装水平面上,可以限制工件上下移动、前后转动和左右转动3个自由度。在工装水平面上设计2个定位销(1个为圆柱销,1个为菱形销,以提高定位精度和便于安装),利用工件上的2个辅助基准孔与之配合,限制工件前后、左右移动和水平面内的转动3个自由度。辅助基准孔利用了工件上已有的孔(见图6),其在图样中没有精度要求,为了工序2的定位准确,对需要做基准的2个孔进行了精加工,尺寸精度为φ 。零件在工装上定位后采用压板和螺栓夹紧。
。零件在工装上定位后采用压板和螺栓夹紧。

图6 辅助基准孔示意
对于16°±3' 的位置精度,设计时考虑把工装上2个定位销的中心连线与机床X轴方向形成16°夹角,工件定位后,刀具沿X轴运动加工后形成的平面自然保证达到夹角尺寸要求。对于角度的公差±3' ,如前所述,工件上的2个辅助基准孔在工序1精加工后孔直径做到 ,间距为51.5mm和56mm两个尺寸之和,保证在(107.5±0.01)mm。工装上的两定位销直径做到9.98mm,间距也保证在(107.5±0.01)mm,定位孔与销之间形成间隙配合,间隙保证在0.03mm以内。通过三角函数计算,107.5×tan3'≈0.094(mm),即2个销孔在107.5mm距离上的垂直摆动误差在±0.094mm就可以保证精度。而销、孔的位置和尺寸精度通过机床加工后完全能够满足上述的误差摆动范围,达到工装的工艺要求,并最终确保壳体零件在工装上定位后经过加达到图样公差要求。工序2工装如图7所示。
,间距为51.5mm和56mm两个尺寸之和,保证在(107.5±0.01)mm。工装上的两定位销直径做到9.98mm,间距也保证在(107.5±0.01)mm,定位孔与销之间形成间隙配合,间隙保证在0.03mm以内。通过三角函数计算,107.5×tan3'≈0.094(mm),即2个销孔在107.5mm距离上的垂直摆动误差在±0.094mm就可以保证精度。而销、孔的位置和尺寸精度通过机床加工后完全能够满足上述的误差摆动范围,达到工装的工艺要求,并最终确保壳体零件在工装上定位后经过加达到图样公差要求。工序2工装如图7所示。

图7 工序2工装
其他尺寸如轴线之间的间距和孔径完全可以通过机床的精度来保证。
4加工对比
4.1 产品在五轴加工中心进行试制加工
图8所示为该零件在五轴加工中心上进行加工的状态。装夹一次即可完成所有加工内容。

图8 利用五轴加工中心加工零件
此加工方式的优点:①工装简单。②精度高。③操作人员操作强度低。缺点:①效率低。②加工成本高。
4.2 利用工装在卧式加工中心上批量加工
图9所示为在卧式加工中心上进行的工序1加工。此加工方式的优点:①效率高。②加工成本低。③加工精度满足要求。缺点:工装复杂。

图9 利用卧式加工中心进行工序1加工
4.3 加工对比
因利用卧式加工中心生产3件的时间为20min,每件产品加工时间仅为6~7min,且交换工作台可以不停机状态下装夹工件,生产效率高。而五轴加工中心每件加工时间为12min,且每次更换零件需要停机。另外五轴加工中心的工时费是卧式加工中心的2~3倍,故用卧式加工中心是合适的。
5结束语
1)根据实际加工过程的对比,本文所设计的工装安装便捷,刚性强,效率高,工件的加工精度完全符合图样要求。
2)对于铝制浇铸零件,设计工装时,为防止因装夹而产生的变形,尽量采用3点支撑(采用液压浮动支撑的另行考虑),同时压板的夹紧点必须和支撑点重合。浇铸和压铸零件虽然理论上外形尺寸一致,但实际是有变形的,如果采用4点以上的支撑和夹紧,会因为过定位而产生装夹变形,加工完毕松开压板后加工精度受到影响。同时,3个支撑点本身的面积也要尽量小,防止面积大造成的压紧变形。


