

本机床为气门杆无心磨床。磨削方法为切入成型无心磨削。砂轮形状由两轴插补修出。导轮进给导轨为双V型滚针导轮,采用伺服电机进给,能与砂轮修整相互补偿。机床配有自动上下料机构,能进行自动循环磨削。
|
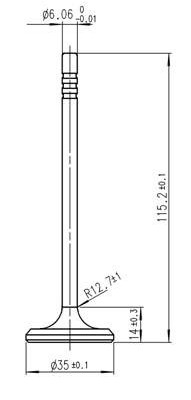
■加工对象 |
■主要规格 | |
|
|
砂轮规格 |
P500x150x305 |
|
导轮规格 |
P300x150x177.8 | |
|
砂轮转速 |
1300r/min | |
|
导轮转速 |
12-290r/min | |
|
砂导轮中心连线至托架底面距离 |
200mm | |
|
■加工精度 | ||
|
杆径尺寸公差 |
≤0.01mm | |
|
杆部圆度 |
0.002mm | |
|
杆部直线度 |
0.003mm | |
|
杆部圆柱度 |
0.004mm | |
|
粗糙度 |
Ra0.32μm | |








