产品说明:
YAG激光切割原理
激光切割是将高密度的激光束聚焦成很小的光点,使光焦点处达到很高的功率密度照射至金属表面,通过激光与金属的相互作用,使金属熔化或汽化,同时随着光束与材料相对线性移动,使孔洞连续形成宽度很窄(如 0.2mm 左右)的切缝。切边热影响很小,基本没有工件变形。切割过程中还添加与被切材料相适合的辅助气体与溶融金属产生热化学反应氧化材料,同时帮助吹走割缝内的熔渣。
产品介绍:
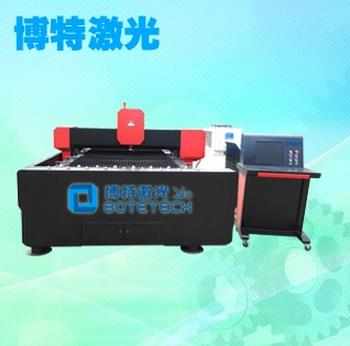
BT1325激光切割机是采用以脉冲氙灯作为激励源的金属激光器输出高能量密度的激光束,并聚焦在工件表面上,使工件上被光斑照射的区域局部瞬间熔化和气化,通过电脑控制数控机械系统移动光斑照射位置而实现自动切割。它是集激光技术、数控技术、精密机械技术于一体的高新技术设备。加工迅速,切割边缘光滑,切缝小、热效应小,尤其适合金属板材的切割。
BT1325激光切割机性能特点
1、光束质量好:电光转换效率高、割缝小,切割面光滑、可靠性高、长期稳定。
2、适用范围广:可切割8毫米以下不锈钢、碳钢、合金钢、弹簧钢、合金铝等多种金属材料。
3、切割幅面大:幅面达1300mm*2500mm,幅面大小可根据客户要求定制。
4、切割精度高:适用于各种精密配件和机器面板的切割,打孔以及各种金属字、装饰图案等的切割。切边受热影响小,切缝平整,基本没有工件热变形,切缝一般不需要二次加工。
5、软件兼容性强:可制作各种文字、图形,支持DXF/DWG/PLT等图形格式。
6、焦距跟随设计:即使材料表面不平整仍可保证切割质量, 不受工件形状的影响,激光加工柔性好,可以加工任意图形。
7、节约模具投资:在电脑上画出任何图像就可进行激光加工,不需模具,没有模具消耗,无须修理模具,节约更换模具时间,从而节省了加工费用,降低了生产成本,尤其适合大工件产品的加工。
8、切割成本很低:可吹空气切割,吹空气切割薄板时每小时成本约25-30元人民币,按每天加工收入2000-2500元计算,半年内可收回投资。
具体运行成本:
电 费 约18~20度/小时,
光 源 灯1.8~2元/小时,
保护镜片0.5~1.0元/小时,
蒸馏水约0.03元/小时,
注:如果吹氧气每小时成本上加20~25元
主要技术指标:
|
技 术 指 标 |
技 术 参 数 |
|
激光波长 |
1064nm |
|
激光功率 |
600W |
|
脉冲宽度 |
0.2~20ms 连续可调 |
|
脉冲频率 |
1~500Hz 连续可调 |
|
瞄准定位 |
红光指示 |
|
有效加工面积 |
1300mm*2500mm |
|
X/Y轴重复定位精度 |
±0.02mm |
|
不锈钢最大切割厚度 |
≤8mm |
|
最大切割速度 |
0.8mm碳钢 每分钟切割3.2m-3.6 m |
|
支持图形格式 |
DXF/DWG/PLT等(支持Autou CAD软件、Coreldraw软件) |
|
整机耗电功率 |
18KW |
|
供电要求 |
三相四线交流380V,50Hz,60A |
|
主机外形尺寸(L×W×H) |
4160*2160*1760 |
|
机器总重量 |
约3960KG |
工作环境要求:
1、环境温度要求:在15~30℃之间,一般不需要装空调。
2、湿 度 要 求:40%~60%。
3、供电电网要求:380V、50Hz
4、供电电网波动:±5%,电网地线符合国际要求。电压振幅5%以上的地区,应加装自动稳压、稳流装置。
5、电源接地电阻:≤3欧姆
6、场 地 要 求:安装设备附近应无强烈电磁信号干扰,避免有无线电发射站(或中继站)、高压输送线。
7、地 基 振 幅:小于50um,设备附近避免有大型冲压等重度振动机床。
8、空 间 要 求:要保证无尘,避免金属抛光研磨等粉尘严重的工作环境。
8、气 压 要 求:86~106kpa。
9、循 环 水 要求:工作冷却循环水的水质有严格要求,要求使用纯净水、去离子水或蒸馏水,不可以使用自来水、矿泉水等含有较高金属离子或其他矿物质的水质。
随机提供的技术文件
|
序 号 |
技 术 文 件 |
单 位 |
数 量 |
|
1 |
操作使用说明书 |
本 |
1 |
|
2 |
软件使用说明书 |
本 |
1 |
|
3 |
专用激光切割软件 |
套 |
1 |
|
4 |
产品合格证 |
套 |
1 |
|
5 |
整机装箱清单 |
份 |
1 |
|
6 |
易损件使用周期表 |
份 |
1 |
|
7 |
易损件价格表 |
份 |
1 |