

(一)前言
API生产的Radian激光跟踪仪中包含有一整套完成的激光干涉测量系统以及高精度的测角系统。具有测量范围大、适应现场能力强、测量精度高等特点,是现代大型制造业测量手段中的一个重要的组成部分。正是由于Radian激光跟踪仪中含有激光干涉仪,使得用激光跟踪仪代
替传统的激光干涉仪对大型机床的定位精度、重复定位精度等参数的测量成为可能。
激光跟踪仪除了在单方向测量时继承了激光干涉仪的高精度和稳定性,同时其主动瞄准光学靶标的特性,还解决了传统激光干涉仪在远距离测量情况下,所面临的侧向空气扰动引起光路漂移的问题,在远距离测量时更具优势,而且无须严格对准光路,效率大大提高。
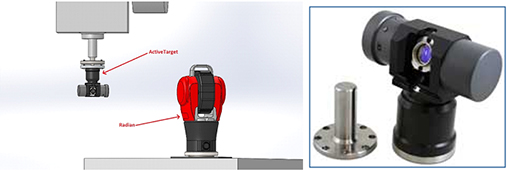
此外API的主动靶标ActiveTarget技术可以在无须人为干预的下主动瞄准激光方向,用ActiveTarget代替普通靶球测量,在测量过程中,无论激光方向如何变化,靶标始终对准激光跟踪仪主机,减少了人为调整靶球方向造成的误差。
联系电话:186-0138-1355
API提供业内唯一的测量解决方案,可以将任意一台激光跟踪仪模拟成一个三维激光干涉仪,拥有激光干涉仪的全部测量功能,包括按照各种测量标准要求对机床定位精度、导轨直线度进行检测和结果分析,如果配合API的六维激光跟踪仪,还能够实现俯仰、偏摆、滚动角等三个角度自由度的测量,而且所有参数的测量可以在一次机床行程中同时完成,无须更换光学组件或重新运行机床程序,甚至不需要严格的对光,只需将激光跟踪仪摆放在机床运行方向的起始位置即可,测量定位精度的误差小于0.5微米/米。
(二)用API激光跟踪仪测量机床的定位精度和重复定位精度
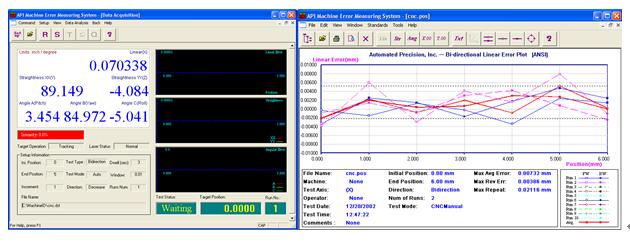
将激光跟踪仪放在机床的一头与导轨运动方向保持一致,利用跟踪仪中自带的激光干涉仪系统进行测量,配合API公司专门为了这一应用特殊研发的软件,循环踩点对机床的定位精度和重复定位精度进行评估。
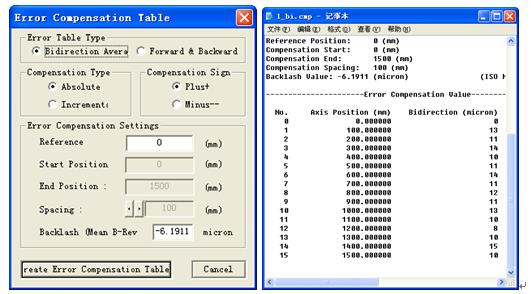
根据测量定位精度的结果,软件可以按照各种机床控制器的要求生成误差补偿表,用户将补偿表输入到机床控制其中,以改善机床的运行精度。
(三)用API激光跟踪仪测量机床导轨直线度
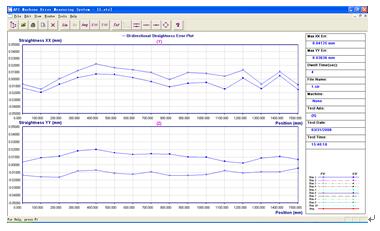
激光跟踪仪可以在测量定位精度的同时,也得到机床运行的直线度误差,包括垂直方向和水平方向,满足大部分大型机床的要求。此外,由于采用直接读取直线度方向上的线性偏差值,其实际测量效果大大优于传统激光干涉仪或自准直仪采用角度值绘制折线图的方法计算得到的直线度,更符合测量原理和实际应用情况 ,效率也大大提高。
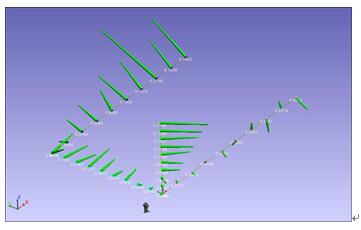
(四)API激光跟踪仪测量机床线性轴之间垂直度
激光跟踪仪可以很方便的测量出机床线性轴运行方向间的垂直度误差,只需将靶球安放在机床主轴上,让其沿着各个线性轴的方向运动,并按照一定步距停留,记录下每次停留的靶球坐标,最后可以拟合计算得到每个线性轴的运动方向的轨迹直线,通过分析这些直线之间的夹角和在坐标系中位置关系,可以了解机床的空间变形情况,作出正确的调整。以下是用API激光跟踪仪获得的一台龙门式机床的各轴几何误差模型。该机床包括X轴、Y轴、Z轴以及X的辅助W轴
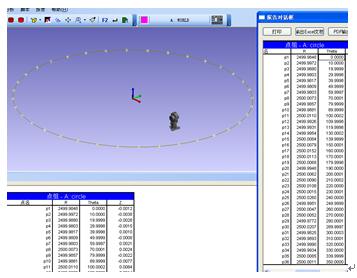
(五)API激光跟踪仪测量机床旋转轴角度精度
对于大型回转台的旋转角精度测量,API激光跟踪仪同样有着得天独厚的优势,众所周知,当转台半径超过一定尺寸,用传统的多面棱体/分度台加准直仪/干涉仪的组合测量法实施起来会有相当困难,光路调整变得异常复杂,且调整精度难以保证,但是如果使用API的激光跟踪仪,只需要在转台圆周上固定一个靶球,让靶球随着转台转动到不同方位,可以方便快捷的测出旋转角度,而且精度完全能够保证。
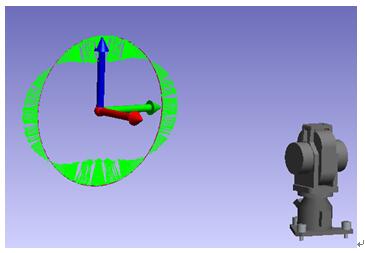
(六)API激光跟踪仪实现球杆仪的测量功能
将跟踪仪靶标固定在机床主轴上,代替球杆仪,可以完全实现球杆仪的测量功能。其踩点轨迹模拟球杆仪运动,如果机床比较大的话,用传统的球杆仪进行测量必须增加接长杆,接长杆的使用势必会降低球杆仪的精度。运用激光跟踪仪来代替球杆仪就避免了这一问题,使得测量精度得到了保障。
综上所述,使用激光跟踪仪来代替球杆仪实现机床的测量是一种切实可行的方法,这种方法已在国家计量机构得到了验证。
同时API公司还可以利用激光跟踪仪实现机床6维空间精度的补偿,这就是我们常说VEC测量技术。







