2007-10 录入机床产品,产品索引
https://www.158jixie.com
-
-
-
智能化测量控制仪
MCK-10x型智能化测量控制仪采用电子测微技术,高可靠性优化设计和贴片工艺,由高性能微处理器和模块化的软、硬件组成。具有测量精度高、稳定性好、操作方便等特点。
根据测量需要,配置相应的传感器或检测规,可实现单点测量,双点测量,内径测量、外径测量;连续测量、断续测量等。
本测量仪具有脉冲补偿功能,能根据机外测量机的脉冲信号进行自动反馈补偿。
-
整体硬质合金成形复合钻头
加工材料: 变形铝合金,用于无线电基站设备
制造特点:
1.阶梯成形孔,倒角一次完成
2.横刃修正采用AHNO标准
3.螺旋槽,阶梯处螺旋角修正
4.无内冷
5.柄径型式采用DIN6535HA h6
-
整体硬质合金通用钻头3XD
制造特点
1.尺寸形式 参考DIN6537标准制造
2.横刃修正 S形,AHNO标准
3.主刃顶角 140°
4.排屑槽形 特殊设计,便于排屑
5.刃径公差 m7
6.柄径型式 参考DIN6535HA h6
7.表面处理 超A涂层(TiN+TiAlN)
使用特点
用于结构钢,合金钢,不锈钢,灰铸铁,球墨铸铁,短切屑有色金属及镍基合金,钛合金等大多数材料的加工;定心能力强,能获得稳定的尺寸精度和良好的表面质量;适合高速大进给切削
-
整体硬质合金成形复合钻头
加工材料: 球墨铸铁,用于汽车零部件
制造特点:
1.钻孔,铰锥孔,倒角一次完成
2.横刃修正采用AHNO标准
3.直槽
4.内冷
5.柄径型式采用DIN6535HA h6
6.锥度公差±10’
7.超A涂层
-
冲子研磨机
0.5-6mm
小型冲子研磨机可从事最小到0.5×10L小冲针的研磨,短途最大6直径的研削,在以上直径的工件请使用PGA较适用。
冲针外径较小时必须在压臂上的加压调整螺丝做适当压和调整,防止冲针变形。
-
冲子研磨机
1.5-25mm
冲子研磨机是安装在磨床上无需任何高速可自动获得同心圆的研磨圆形冲头的工具。
可使用压臂上的按押滚轮做旋转或左右的调整,可使工件前进或后退再做研削。
重研时可利用圆示压焊固定螺丝加压滚轮压臂使其稳固。
此工具表度在0.05mm内,可研磨冲子外径1.5-25伸出研磨长度5-35mm以内。
-
-
-
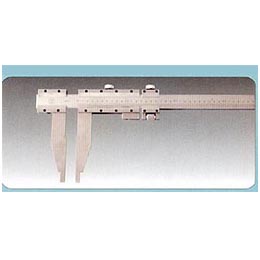
BS-0,BS-1型分度头
半万能分度中心是简单型的万能分度中心具能被用于直接、间接的分度法,对于特写的分度及螺旋式的加工在内,不需配件,但整个分度头结构和尾座与那些万力型是一上同。直接分度头都坐有操作及服务手册提供参考。
-
F11(BS-3)型万能分度头
万能分度头已经被设计为支撑所有型式的齿轮切削。精密分度以及螺旋式的动作较以往更具精确性与效率。中心面可以倾斜从水平位置的90度直到垂直的10度而且倾斜度可自刻度盘上请到度数。
-
-
四门头式埋弧焊接机
本机系港口起重机大梁的专用焊接机械,门式结构。主机配有四台埋弧焊接系统,能一次同时对称焊接大截面箱型梁(柱)的四条角焊缝,每台焊接装置采用单弧双丝平角焊工艺,焊剂自动回收,焊缝自动跟踪器能有效跟踪焊缝,焊接过程稳定、高效,当焊角高度为6mm时,最高焊速可1m/min。整机采用PLC控制,自动化程度较高,对工件的耳板等零件有自动避让功能。空载回程时遇到障碍物有防碰撞功能,保证设备运行安全可靠。
-
水下等离子切割机
水下等离子切割除尘,有一水位可升降的切割平台,当开始切割时进气阀打开风机给水床气囊充气,水位快速上升,当水刚好淹住钢板时关闭气动阀,水位停止不动,切割时所产生的烟尘和弧光全部被水吸收。当切割结束时出气阀打开,气囊放气水位下降以便操作人员做标记和下料,此种除尘方式是目前除尘效果最好一种除尘方式,但由于受到水的影响切割速度、切割能力、表面光洁度相比干式切割都有不同程度的下降,切割相同厚度的钢板时所耗电能比干式切割高约15%,水床的制造成本相对较高。特别说明:水下切割唯一作用就是除尘,对钢板的切割变形无任何作用。
-
数控火焰切割机
数控火焰切割机是一种将电脑控制、精密机械传动、氧、燃气切割三者技术相结合的高效率、高精度、高可靠的热切割设备。它适用于造船工业,重型机械,化工设备,锅炉制造,机车车辆,石油化工等制造行业的高精度钢板热切割的新型自动化设备 。
-
CK6140、CK6150数控车床
CK6140、CK6150数控车床,采用FANUCO-TD控制系统。本车床采用机电一体化设计;具有结构紧凑,外型美观,振动小,噪音低,精度高,性能稳定等特点。
-
CA6525球面车床
本机床是在CA6140系列车床的基础上开发的球面车床,适用于加工外球面、内球面及轴上带球的工件,并能进行钻孔、铰孔等工作。加工精度可达IT6-IT7以上,被加工零件表面粗糙度可达Ra3.2µm以上。
-
-
DJ-Q系列深孔钻床
DJ-Q系列深孔钻床,适合于钢、铸铁或有色金属零件内孔的钻削,它是一种高效、高精度的采用外排屑法钻削小孔的机床通过一次钻削可达到一般需要钻、扩、铰工序保证的加工质量。加工方式以工件、刀具同时旋转,刀具作进给运动的方式进行,该机床采用程序控制,不仅具有单动功能,还具有自动循环的性能。广泛用于汽车和拖拉机工业、塑橡模具工业、液压机械工业等行业。
共230条记录,每页显示20条,当前第1/12页
[首页] [1] [2] [3] [4] [5] [6] [下页] [尾页]