2010-04 录入机床产品,产品索引
https://www.158jixie.com
-
TH-8001双工位平移式端子热缩管加热机
TH-8001双工位平移式端子热缩管加热机是一款针对端子线热缩管加工的设备。它有两个适用于端子线束的装料工位,分置于机器左右。操作员装完一个工位的线束后,平移式加热器自动移至该工位,对线束定时加热。操作员同时可以对另一个工位进行上下料。下一个加工周期加热器将移到这一工位进行加热。
加热的时间和温度可以在控制箱面板上设定。装料工位的线束支架可以作前后调节,以控制加热的线束区段和不同线束种类。装料工位的线束支架上方有风冷装置用于快速冷却加热完毕的线束。
速度控制采用精密控制的步进电机,精度高,使用寿命长,免维护。加热温度可以在机器后端的控制箱面板上进行设定,温控器采用OMRON设备,温控精度和稳定度有充分保证。
TH-8001有完备的保护和报警功能。对温度超限、电源误关断、工作温度偏差等均有对应控制。对机器使用时间、加工数量可以选配自动记录功能。
TH-8001是目前国内唯一被各大汽车配套厂商认可的、替代同类进口设备的产品。如冈自控有限公司也是该类产品的行业标准制定者
-
TH-801履带式自动热缩管加热机
TH-801履带式自动热缩管加热机是一款卧式全自动热缩管加热设备。操作员可以在机器前端连续将线束喂入履带输送系统,履带可以对线束自动传输,通过加热区完成热缩加工,然后在履带输送系统末端自动冷却和落料。
-
-
弧压调高器弧压跟踪
弧压式高度跟踪系统利用机器人或自动焊割设备上的枪头和工件之间的放电弧压来检测和工件之间的距离,从而动态调整机器人的高度。由于大电流放电弧压极不稳定,受加工过程中各种因素干扰,弧压式调高系统是一项较高端的技术,国内只有少数几家厂商具有过关的产品。
我公司的弧压式高度跟踪系统采用了我们自主研发的数控系统中已经成熟的算法,弧压调高的质量达到了较高水准。
-
6轴联动切割机红外触摸屏操作面板数控器
我公司在澳大利亚的Trivers公司从事数控技术开发和应用10年,尤其精深于激光、等离子、高压水和氧焰的切割机数字控制。自1995年以来,Trivers成功地开发了全自动板材上落料数控系统、多功能5轴联动等离子切割机器人数控、等离子激光和机械多合一加工中心、智能注塑机数控系统等。我们的客户包括西Farley Laserlab(著名切割机生产商),SSAB(欧洲最大特种钢生产商),日立造船、Caterpillar(全球最大工程机械制造商)和Moldflow(耐斯代克上市高科技公司)等。
-
5轴联动无限回转钢板坡口切割机械手
5轴联动无限回转钢板坡口切割机械手是国际焊割界中一项高难度综合技术,它需要精深的机器人技术、数控技术、等离子工艺研究和制造技术。目前国际市场上真正具有开发和生产能力的不超过10家,主要来自德国、日本和澳洲。
我公司研制的5轴联动无限回转钢板坡口切割机械手汇集了来自国际著名切割机制造商的资深研究人员,在对全球主流坡口切割机械手技术和切割工艺作了深入研究后,自主研发、设计和制造了这一款在国内首创的高科技产品。打破了这一高端市场长期被国外公司垄断的局面。
目前这一产品已在浙江造船厂和凯尔达萧山工厂实地运行,效果良好。
-
-
C52 系列双柱立式车床
158机床网——本系列产品执行国家现行最新的精度标准及我厂刚度标准,采用国内外先进配套件,满足了强力切削、工作台超重载荷、动静态精度高、动作安全可靠、使用寿命长、加工效率高的要求。主要适用于高速钢、硬质合金刀具及陶瓷刀具,对黑色金属、有色金属和部分非金属零件的内外圆柱面、内外圆锥面、端面、切槽等的粗精加工。
-
数控双柱立式车床
158机床网——数控立式车床是一种性能优良、工艺范围广泛、生产效率高的先进设备。我公司自2005年开始研制生产数控车床,在借鉴国内外先进的机床设计制造技术的基础上,采用最新的设计理念,并结合齐二机床深厚的企业文化底蕴,研制出的一种集机电液一体化的精密机床设备。定位为国内提供具世界一流水平的产品。
-
CKX51系列数控单柱立式铣车床
158机床网——CKX51系列数控单柱立式铣车床,CHX51系列数控单柱立式车铣加工中心,是新型多功能、高精度、高效率车铣复合加工机床,既具有一般数控立车的功能,又能一次装卡完成钻、铣、镗、攻丝、磨削等功能。可加工各种复杂曲面。 CKX51系列和CHX51系列机床具有三个数控轴,可三轴联动,CHX51系列单柱立式车铣加工中心可配十二位车刀库和多种形式的铣刀库。
-
CK51(CH51)系列数控单柱立式车床
158机床网——结构特点:机床主要基础件采用热对称结构,提高了热稳定性,径向采用高精度双列向心短圆柱滚子轴承定心,轴向采用大型滚珠止推轴承承载。主传动采用二级机械变速行星齿轮传动结构,用宽调磁直流电机驱动。刀架和滑枕移动采用滚珠丝杆螺母传动,导轨采用一腔一泵式预载恒流静压导轨。机床采用全封闭防护装置,横梁导轨采用不锈钢式护罩。位置检测元件采用光栅尺可编码器。
-
C52E系列双柱立式车床
158机床网——C52E系列双柱立式车床为新开发的数控结构的普通机床,承载大、加工精度高、操作方便、用途广泛。可以车削内外圆柱,圆锥和平面,供铸铁、锅及有色金属零件作粗、精加工。
-
-
-
-
主轴弹簧碟片
德国Bauer碟形弹簧 材质: 1、50CrV4标准材料,弹簧材质以铬钒钢为主,具有高张力,高速振幅,耐高温,耐疲劳之特性,如需其他材质请指示。 2、碟形弹簧防腐处理:标准的处理工艺是锌-磷化处理加涂油 3、高疲劳寿命:碟形弹簧都在工厂内经过喷丸处理,以消除残余的应力,从而使产品具有高出DIN2093规定的疲劳寿命 规格: 1、采用标准欧,美,日规格 2、特殊规格请告知,外径,线径,长度材质P值大小或样品。 特性: 1、行程短,负荷大 2、所需空间小 3、组合使用方便 4、维修换装容易 5、经济,安全性高 6、使用寿命长 德国Bauer碟型弹簧 (Bauer Disc Spring) 鲍尔碟簧 详细说明: 材料: 50CrV4标准材料 高疲劳寿命:碟形弹簧都在工厂内经过喷丸处理,以消除残余的应力,从而使产品具有高出DIN2093规定的疲劳寿命。 碟形弹簧防腐处理:标准的处理工艺是锌-磷化处理加涂油
-
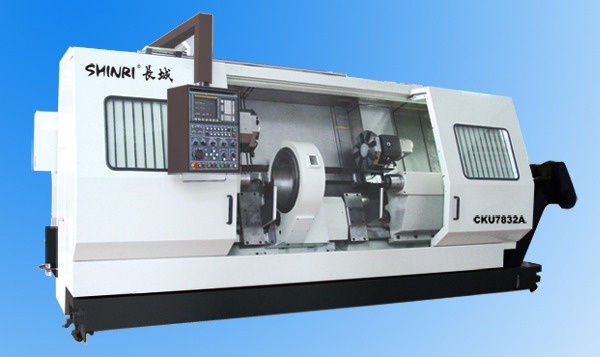
CKU系列中间驱动数控车床
158机床网--CKU系列中间驱动数控车床,系四坐标两轴联动,半闭循环数控车床,适用于各类汽车后桥壳及两端需要同时车削的回转体轴类零件。控制系统采用日本FANUC 18i系统;该机床的两个8位电动刀台分别布置在床身的两端,每个刀台上分别装有一个轴向检测装置,机床根据检测值,自动改变刀架轴向进给值,从而可实现零件加工前的机内轴向尺寸检测,满足零件余量均分的加工要求。马达装置、驱移装置和中间驱动装置构成了机床的主传动链。驱移装置将主电机输出的动力通过联轴器和花键轴传至中间驱动装置,控制中间驱动装置的原位和终点位置,实现主轴的准停;中间驱动装置是机床主传动系统的终端,它通过过渡轴接受驱移装置花键轴传来的动力,实现本身的转动,从而驱动工件转动。
-
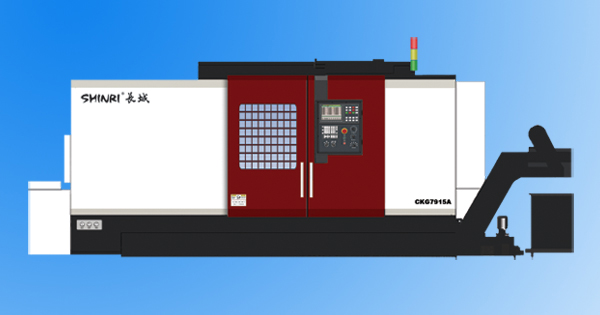
LS/LG系列全功能数控车床
158机床网--机床特点:
主轴前轴承采用进口的双列圆柱滚子轴承和两个角接触球轴承的组合,后轴承采用进口的单列圆柱滚子轴承;
主轴结构刚性好,精度高,适合于强力切削;
采用高刚性45°斜床身、HT300优质铸铁、树脂砂造型,整机刚性好,抗震性强,占地面积小,排屑方便;
采用SIEMENS 802D或FANUC 0i系统;
液压系统采用进口阀组,动作可靠,泄漏小。加装蓄能器,确保不会因停电等引起夹持工件脱落,从而保证安全;
采用液压(或电动)刀架,换刀速度快,相邻刀换刀时间为0.3秒;
尾架直接采用液压整体驱动,其行程可采用编程控制,实现快进加慢进的动作,缩短了顶紧的时间,提高了效率;
采用进口高刚性滚动导轨,滚珠丝杠;
适合加工各种形状复杂,精度要求高的轴类、盘类零件等。
-
LPT系列管螺纹数控车床
158机床网--LPT系列管螺纹数控车床
LPT型数控管子车床系双坐标两轴联动,半闭环控制的全功能数控管螺纹车床。主机采用卧式整体床身底座、45°倾斜矩形导轨,床鞍、滑体运动面均贴有塑料导轨板,摩擦系数小,动态特性好、刚性强、排屑性能优良、防水严密、操作方便。整机体现模块化、高性能、高稳定性的设计思想。
-
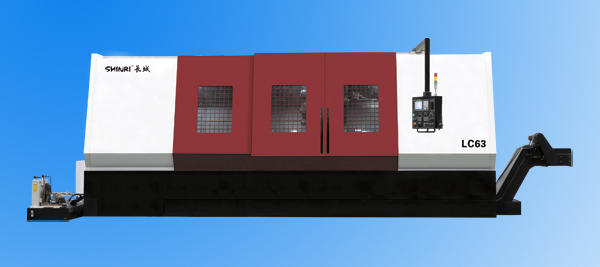
LC(CKF)系列液压缸数控车床
158机床网--LC系列液压缸数控车床系三坐标(几何轴两个、尾架驱动轴一个)两轴联动、半闭环控制全功能数控车床。本机床控制系统采用日本 FANUC 0i-TD系统和αiF纵横向、尾架伺服驱动系统,配备RS232标准通讯接口和图形功能(带刀具路径图形)。
共664条记录,每页显示20条,当前第5/34页
[首页] [上页] [2] [3] [4] [5] [6] [7] [下页] [尾页]