-
-
M7170 系列卧轴矩台平面磨床
M7170 系列卧轴矩台平面磨床适用于机械制造行业磨削钢件、铸铁及有色金属等各种金属零件的平面。
特点:磨床工作台纵向移动和磨头横向移动为液压传动,无级调速;磨头垂直进给为手动,配有快速升降机构,能减轻劳动强度,提高工作效率;工作台导轨粘贴聚四氟乙烯导轨软带,耐磨性好,能耗低;磨头垂直进给导轨粘贴聚四氟乙烯导轨软带,进刀灵敏度高;机床床身采用热对称设计,热变形小;利用回油加热床身导轨,导轨直线度基本保持不变;机床运动平稳、性能可靠、噪音低,深受用户欢迎。
-
M7130G 系列卧轴矩台平面磨床
M7130G 系列卧轴矩台平面磨床 包括型号M7130G/F、M7130G/FG、M7130x16G/F卧轴矩台平面磨床,它是在M7130G的基础上改进提高的新产品,适用于机械制造行业磨削各种零件的平面。
-
-
Quattro小型激光切割机
Quattro小型激光切割机主要技术参数: 行程: 1260×1260×100mm 加工进给速度(X,Y轴): 0-10mm/min 位置决定速度(X:Y:Z轴 ): 30:30:15 m/min 位置决定精度:±0.01mm 快送速度: 43m/min(XY轴同时) 激光机功率: 1000W /2000W 最大加工板厚): 软钢:6.0mm(氧气切断) 不锈钢:2.0mm(氮气切断) *追加选配件可进行管状切割
-
LC系列数控精密激光切割机
LC系列数控精密激光切割机性能特点:
◆采用日本FANUC激光发生器,射频(RF)激励方式,开机、维护自动设定。
◆FANUC 18i-LB激光切割机专用系统,性能稳定可靠,操作方便。
◆采用U轴进行飞行光路等光程控制,保证切割质量稳定。
◆国际一流的高压切割头,带有非接触式电容传感器,操作、维护方便。
◆悬挂式龙门梁飞行光路结构,高速振动小,接近性及机床驱动特性良好。
◆双交换工作台,有效提高加工效率。
◆具有飞行穿孔、自动边缘定位、割嘴自动轻捷功能。
◆CAD/CAM一体化自动编程软件,全过程的CNC操作,方便用户操作,实现单个零件编程、多个零件自动排料,完成整套切割方案。
-
LME3015高速激光切割机
LME3015高速激光切割机技术参数 :
轴快流激光器 行程 mm X :3000
Y: 1500
Z :150
最大运行速度 m/min 140
最大加速度 G 1.5
定位精度
(VDI 3441 标准) mm/mm ± 0.005/1000
重复定位精度 mm ± 0.002
工作台承重 kg 750
整机重量 kg 5700 (包括交换工作台)
激光功率 W 5000
最大切割碳钢厚度 mm 25
最大切割不锈钢厚度 mm 15
最大切割铝合金厚度 mm 10
-
M1040无心磨床
M1040无心磨最大磨削直径:Φ40毫米
M1040无心磨最小磨削直径:Φ2毫米
M1040无心磨床最大磨削长度:纵磨140毫米 横磨:120毫米
砂轮尺寸: 350*125*127毫米
导轮尺寸: 250*125*75毫米
工件最大重量:1.2公斤
工件精度:圆度:0.002毫米 圆柱度:0.003毫米
粗糙度:Ra≤0.32微米
-
M1080C无心圆磨床
M1080C无心圆磨床的性能特征
M1080C型可贯穿磨削和切入磨削,磨削各种圆柱型零件,适用于成批生产及大量生产
最大磨削直径:Φ80毫米 最小磨削直径:Φ5毫米
最大磨削长度:纵磨180毫米 横磨140毫米
最大工件重量:4.5公斤 砂轮尺寸500×150×305毫米
导轮尺寸: 300×150×127毫米
砂轮转速:1300转/分 导轮转速:13-94转/分(8级)
试件精度:圆度:0.002毫米 圆柱度:0.003毫米
粗糙度: Ra≤0.32微米
-
MK10100数控无心磨床
MK10100数控无心磨床用途及性能特点:
MK10100数控无心磨床为数控成型无心磨床,适用于大批量磨削精度的成型零件。
采用西门子810M数控系统,具有两根伺服轴和一个可编程主轴,分别执行导轮架进给,金刚笔进给修整砂轮及导轮的驱动。
机床可进入自动磨削循环,砂轮被修除的量,会自动地垒加在X轴量上,以连续加工出全格的零件。
砂轮和导轮主轴采用贴塑导轨,卸荷力大小可调整的机械卸荷装置;进给机构由伺服电机及滚珠丝杆传动,从而保证了较高的重重定位精度。配备有砂轮自动动平衡装置。
根据用户要求:
可选择选用金刚石滚轮修整砂轮或金刚笔仿型修整砂轮机构;
机床还可配备各种结构的上、下料装置和自动计数装置、自动检测装置、吸雾装置等。
-
3M6040圆锥滚子无心磨床
3M6040圆锥滚子无心磨床用途及性能特点:
3M6040圆锥滚子无心磨床是为满足轴承行业大尺寸锥形滚子外圆磨削而开发的新产品。生产效率高,适合于成批大量生产。
砂轮主轴与导轮主轴均采用双支承结构,主轴支承采用带内锥双列圆柱滚子轴承,使用方便;由于采用预紧等措施,既可以提高主轴系统刚性,又可以得到预期的回转精度。
选用400毫米宽砂轮,充分保证工件在磨削区有更多的机会被磨削,这对于提高磨削精度和磨削效率是非常有利的。
进给机构采用直线滚动导轨和滚动丝杆副,进给灵敏,直流伺服电机和谐波减速器驱动,进给量可达1微米。除了可进行常规的定量进给外,还可以进行补偿磨削,保证在磨削过程中,虽然砂轮磨损,而零件尺寸一致性不受影响,补偿磨削量可根据砂轮自锐性而确定。
砂轮更换只需松开紧固的螺钉,按压按纽,砂轮架罩壳便会抬升,更换砂轮极为方便。
随机带有滚子送料装置
随机可带砂轮自动平衡装置
可选择提供工件提料装置
-
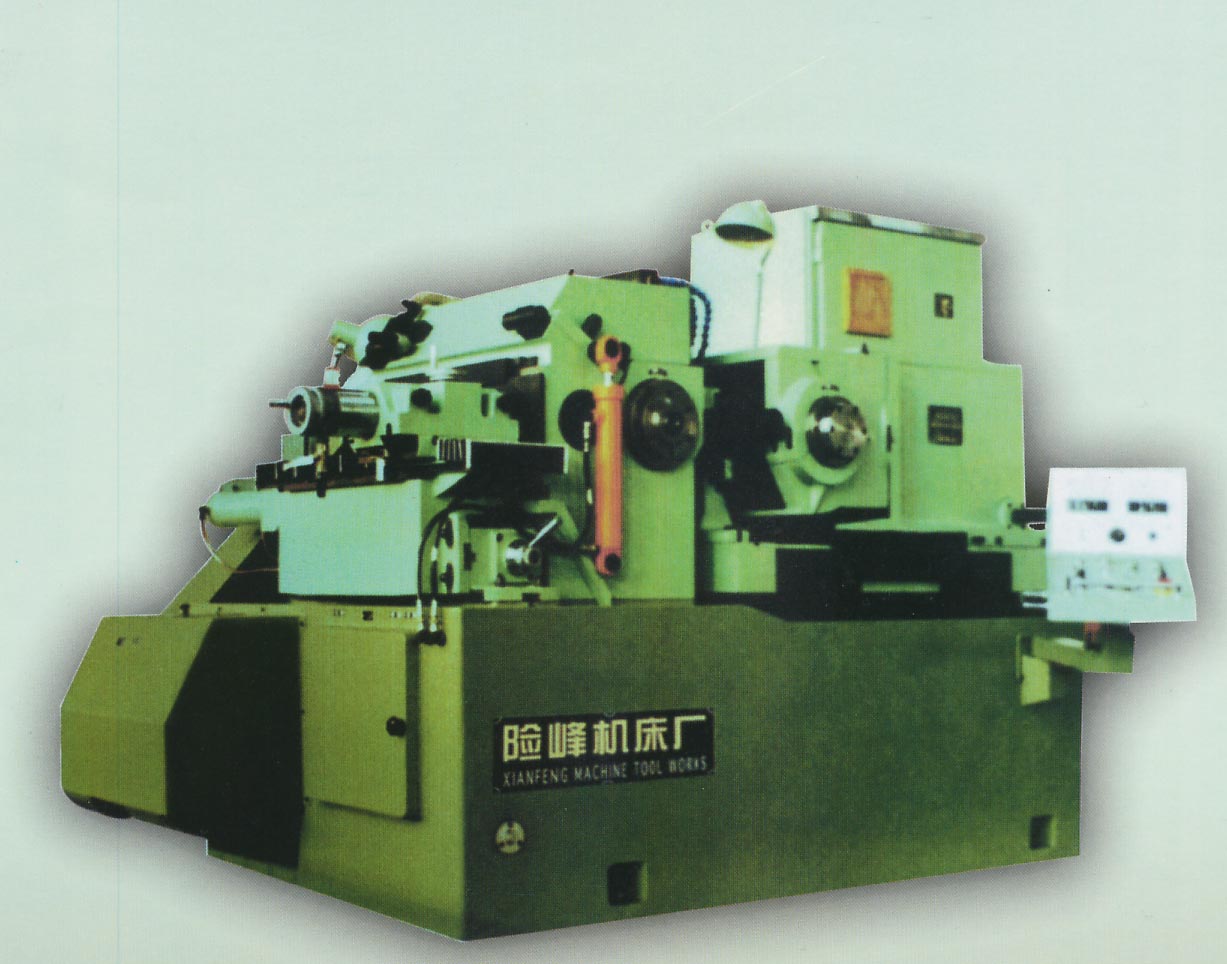
M10200无心磨床
M10200无心磨床用途及性能特点:
M10200无心磨床可磨削圆柱体、圆锥体及成型旋转体等零件,适用于成批生产及大量生产。
砂轮主轴由五片球支承短轴支承;导轮主轴采用双支承形式,由四片球支承短轴瓦支承,导轮工作转速采用交流变频无级变速。
进给导轨采用静压导轨,进给丝杆采用双螺母滚珠丝杆,以提高进给精度。
附有砂轮和导轮修整器。
根据用户要求,可选择配置切入进给机构。该机构由液压系统带动导轮的切入进给和快退、推料等动作。
-
M1080B 无心磨床
M1080B 无心磨床用途及性能特点:
M1080B 无心磨床可成批和大量磨削圆柱形、圆锥形及回转成形工件的外圆,广泛适用于轴承、工具、内燃机配件、修理等行业。
砂轮主轴采用五片瓦楔形油膜轴承;导轮主轴前端轴承采用锥面滑动径向轴承,后轴承采用
机床可选择横进给托架及推料机构。
-
M1083A 无心磨床
M1083A 无心磨床用途及性能特点:
M1083A 无心磨床可成批和大量磨削圆柱形、圆锥形及回转成形工件的外圆,广泛适用于轴承、工具、内燃机配件、修理等行业。
M1083A 无心磨床砂轮主轴采用五片瓦楔形油膜轴承;导轮主轴前端轴承采用锥面滑动径向轴承,后轴承采用径向推力组合球轴承;横进给机构采用含氟贴塑导轨;砂轮、导轮修整器均为液压传动,并附有仿形装置。
机床可供选择横进给切入磨托架。
-
WX1013型芯轴沟道无心磨床
WX1013型芯轴沟道无心磨床为磨削皮辊芯轴的四沟及小外圆的专用无心磨床,砂轮采用金刚滚轮修整伺服电机进给,能自动修整和自动补偿。导轮进给导轨为双V型滚针导轮,采用伺服电机进给,能与砂轮修整相互补偿。WX1013型芯轴沟道无心磨床配有自动上下料机构,能进行自动循环磨削
-
WX1010型针阀自动无心磨床
WX1010型针阀自动无心磨床为磨削针阀圆柱表面及圆锥外表面的自动无心磨床。磨削方法为切入成型无心磨削。砂轮采用仿形修整,能自动修整和自动补偿,导轮进给导轨为双V型滚针导轮,能与砂轮修整相互补偿。WX1010型针阀自动无心磨床配有自动上料机构,固定体能自动后退实现下料,能进行自动循环磨削。
-
手动四柱液压机
Y32型25T-1000T液压机为上下压式上柱型。该系列分手动和自动二类,具有广泛的通用性,适用于各种塑料性材料的压力加工和成型,如钢板挤压、弯曲、折边、冲压、拉伸等,并能对成型产品自动脱模,特别是不锈钢制品成型中,加大下缸吨位,上压边,下拉伸,成型后产品非常美观,同时可用于各种粉末冶金砂轮制品成型等。
-
自动四柱液压机
Y32型25T-1000T液压机为上下压式上柱型。该系列分手动和自动二类,具有广泛的通用性,适用于各种塑料性材料的压力加工和成型,如钢板挤压、弯曲、折边、冲压、拉伸等,并能对成型产品自动脱模,特别是不锈钢制品成型中,加大下缸吨位,上压边,下拉伸,成型后产品非常美观,同时可用于各种粉末冶金砂轮制品成型等。
-
平板四柱液压机
Y33型系列平板液压要分四柱和框架二种形式,加热方式电加热和蒸汽加热,操作分半自动和自动程控,均能自动控温、定时、定压,供用户选择,该机适用于橡胶硫化、热固性塑料、胶木、泡沫、塑料等压制成型,操作方便、高效、省电、合理。
-
制卡四柱液压机
伟力液压机械厂生产品种有平板液压机、四柱液压机,四柱万能液压机、有25T~1000T各系列产品,制卡液压机,制卡四柱液压机,制卡平板液压机,平板液压机,冲压液压机,保温制品液压机等派生产品,并为客户设计制造特殊规格用途液压机械
共426条记录,每页显示20条,当前第19/22页
[首页] [上页] [16] [17] [18] [19] [20] [21] [下页] [尾页]