-
-
-
-
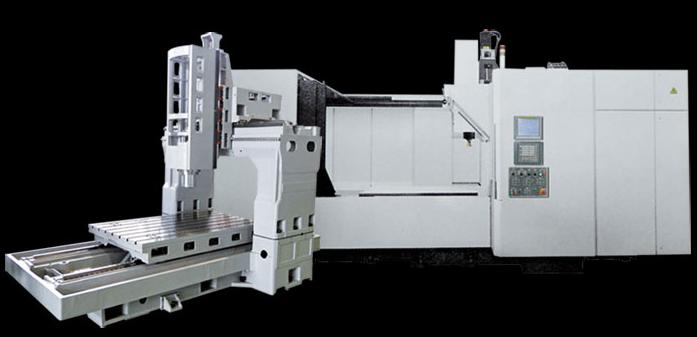
立式加工中心EU-1201
采用立柱全行程移动,工作台固定——更出色的精度、稳定性、操作性以及维护性;运动部件质量恒定不变——优异的动态响应性能;运动部件和加工区域彻底隔离——冷却水和铁屑不会侵入导轨、轴承等精密运动部件;整个行程范围内运动部件受力均匀——定位精度及重复定位精度保持性更高;X、Y、Z三轴均采用高精度、长寿命、性能稳定的直线滚动导轨——优异的动态响应性能和稳定的精度;采用优质密烘铸铁——高刚性和高精度保持性。
-
立式加工中心AU-850
采用立柱全行程移动,工作台固定——更出色的精度、稳定性、操作性以及维护性;运动部件质量恒定不变——优异的动态响应性能;运动部件和加工区域彻底隔离——冷却水和铁屑不会侵入导轨、轴承等精密运动部件;整个行程范围内运动部件受力均匀——定位精度及重复定位精度保持性更高;X、Y、Z三轴均采用高精度、长寿命、性能稳定的直线滚动导轨——优异的动态响应性能和稳定的精度;采用优质密烘铸铁——高刚性和高精度保持性。
-
立式加工中心AU-1000
采用立柱全行程移动,工作台固定——更出色的精度、稳定性、操作性以及维护性;运动部件质量恒定不变——优异的动态响应性能;运动部件和加工区域彻底隔离——冷却水和铁屑不会侵入导轨、轴承等精密运动部件;整个行程范围内运动部件受力均匀——定位精度及重复定位精度保持性更高;X、Y、Z三轴均采用高精度、长寿命、性能稳定的直线滚动导轨——优异的动态响应性能和稳定的精度;采用优质密烘铸铁——高刚性和高精度保持性。
-
立式加工中心EU-850
采用立柱全行程移动,工作台固定——更出色的精度、稳定性、操作性以及维护性;运动部件质量恒定不变——优异的动态响应性能;运动部件和加工区域彻底隔离——冷却水和铁屑不会侵入导轨、轴承等精密运动部件;整个行程范围内运动部件受力均匀——定位精度及重复定位精度保持性更高;X、Y、Z三轴均采用高精度、长寿命、性能稳定的直线滚动导轨——优异的动态响应性能和稳定的精度;采用优质密烘铸铁——高刚性和高精度保持性。
-
立式加工中心EU-850
采用立柱全行程移动,工作台固定——更出色的精度、稳定性、操作性以及维护性;运动部件质量恒定不变——优异的动态响应性能;运动部件和加工区域彻底隔离——冷却水和铁屑不会侵入导轨、轴承等精密运动部件;整个行程范围内运动部件受力均匀——定位精度及重复定位精度保持性更高;X、Y、Z三轴均采用高精度、长寿命、性能稳定的直线滚动导轨——优异的动态响应性能和稳定的精度;采用优质密烘铸铁——高刚性和高精度保持性。
-
立式加工中心LU-850
采用立柱全行程移动,工作台固定——更出色的精度、稳定性、操作性以及维护性;运动部件质量恒定不变——优异的动态响应性能;运动部件和加工区域彻底隔离——冷却水和铁屑不会侵入导轨、轴承等精密运动部件;整个行程范围内运动部件受力均匀——定位精度及重复定位精度保持性更高;X、Y、Z三轴均采用高精度、长寿命、性能稳定的直线滚动导轨——优异的动态响应性能和稳定的精度;采用优质密烘铸铁——高刚性和高精度保持性。
-
立式加工中心LU1401
采用立柱全行程移动,工作台固定——更出色的精度、稳定性、操作性以及维护性;运动部件质量恒定不变——优异的动态响应性能;运动部件和加工区域彻底隔离——冷却水和铁屑不会侵入导轨、轴承等精密运动部件;整个行程范围内运动部件受力均匀——定位精度及重复定位精度保持性更高;X、Y、Z三轴均采用高精度、长寿命、性能稳定的直线滚动导轨——优异的动态响应性能和稳定的精度;采用优质密烘铸铁——高刚性和高精度保持性。
-
立式加工中心LU1601
采用立柱全行程移动,工作台固定——更出色的精度、稳定性、操作性以及维护性;运动部件质量恒定不变——优异的动态响应性能;运动部件和加工区域彻底隔离——冷却水和铁屑不会侵入导轨、轴承等精密运动部件;整个行程范围内运动部件受力均匀——定位精度及重复定位精度保持性更高;X、Y、Z三轴均采用高精度、长寿命、性能稳定的直线滚动导轨——优异的动态响应性能和稳定的精度;采用优质密烘铸铁——高刚性和高精度保持性。
-
立式加工中心LU1801
采用立柱全行程移动,工作台固定——更出色的精度、稳定性、操作性以及维护性;运动部件质量恒定不变——优异的动态响应性能;运动部件和加工区域彻底隔离——冷却水和铁屑不会侵入导轨、轴承等精密运动部件;整个行程范围内运动部件受力均匀——定位精度及重复定位精度保持性更高;X、Y、Z三轴均采用高精度、长寿命、性能稳定的直线滚动导轨——优异的动态响应性能和稳定的精度;采用优质密烘铸铁——高刚性和高精度保持性。
-
龙门高速加工中心SM-880L
龙门式加工中心首先是把相互对立的东西结合为一体,如高刚度和高动态性能,由于动态部件的刚性好、质量轻,所以机床的动态性能高、定位准确。五轴联动加工中心上方的高架桥可以移动,同立式运行的机床以及龙门式运行的机床相比,机床需要的运动质量比较小。由于这种机床有恒定的质量比,在进行加工时,无需考虑工件的尺寸和重量,而且在刚性和动态性上均可实现对驱动装置的优化设计。
-
龙门高速加工中心SM-660L
龙门式加工中心首先是把相互对立的东西结合为一体,如高刚度和高动态性能,由于动态部件的刚性好、质量轻,所以机床的动态性能高、定位准确。五轴联动加工中心上方的高架桥可以移动,同立式运行的机床以及龙门式运行的机床相比,机床需要的运动质量比较小。由于这种机床有恒定的质量比,在进行加工时,无需考虑工件的尺寸和重量,而且在刚性和动态性上均可实现对驱动装置的优化设计。
-
龙门高速加工中心SM-1220L
龙门式加工中心首先是把相互对立的东西结合为一体,如高刚度和高动态性能,由于动态部件的刚性好、质量轻,所以机床的动态性能高、定位准确。五轴联动加工中心上方的高架桥可以移动,同立式运行的机床以及龙门式运行的机床相比,机床需要的运动质量比较小。由于这种机床有恒定的质量比,在进行加工时,无需考虑工件的尺寸和重量,而且在刚性和动态性上均可实现对驱动装置的优化设计。
-
斜背式数控车床SL-208LPLUS
精密主轴采用P4级NN 型滚柱轴承及止推轴承,具有高径向负载及轴向负载强度。主轴采用高级合金钢加工,再经过热处理,精密轮磨及动平衡校正完成。尾端预拉环设计,以提高主轴刚性及切削能力。尾座系统高刚性油压尾座设计,提高加工稳定性及精密度,尾座心轴和心轴高低压推力采用程序控制,一符合细棒材加工。
-
斜背式数控车床SL-260L
精密主轴采用P4级NN 型滚柱轴承及止推轴承,具有高径向负载及轴向负载强度。主轴采用高级合金钢加工,再经过热处理,精密轮磨及动平衡校正完成。尾端预拉环设计,以提高主轴刚性及切削能力。尾座系统高刚性油压尾座设计,提高加工稳定性及精密度,尾座心轴和心轴高低压推力采用程序控制,一符合细棒材加工。
-
斜背式数控车床SL-260PLUS
精密主轴采用P4级NN 型滚柱轴承及止推轴承,具有高径向负载及轴向负载强度。主轴采用高级合金钢加工,再经过热处理,精密轮磨及动平衡校正完成。尾端预拉环设计,以提高主轴刚性及切削能力。尾座系统高刚性油压尾座设计,提高加工稳定性及精密度,尾座心轴和心轴高低压推力采用程序控制,一符合细棒材加工。
-
斜背式数控车床SL-360L
精密主轴采用P4级NN 型滚柱轴承及止推轴承,具有高径向负载及轴向负载强度。主轴采用高级合金钢加工,再经过热处理,精密轮磨及动平衡校正完成。尾端预拉环设计,以提高主轴刚性及切削能力。尾座系统高刚性油压尾座设计,提高加工稳定性及精密度,尾座心轴和心轴高低压推力采用程序控制,一符合细棒材加工。
-
斜背式数控车床SL-360LPLUS
精密主轴采用P4级NN 型滚柱轴承及止推轴承,具有高径向负载及轴向负载强度。主轴采用高级合金钢加工,再经过热处理,精密轮磨及动平衡校正完成。尾端预拉环设计,以提高主轴刚性及切削能力。尾座系统高刚性油压尾座设计,提高加工稳定性及精密度,尾座心轴和心轴高低压推力采用程序控制,一符合细棒材加工。
共620条记录,每页显示20条,当前第10/31页
[首页] [上页] [7] [8] [9] [10] [11] [12] [下页] [尾页]