-
三轴数控深孔钻
TL-1312三轴数控深孔钻床的整机铸件采用高品质米汉纳铸铁,并经过时效处理,使铸件组织均匀稳定,刚性高,稳定性好。
-
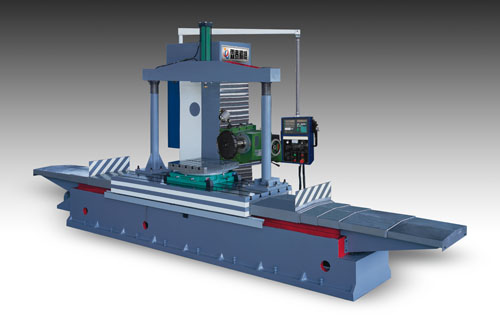
LM-2500卧式铣床
床身采用一体铸件,经回火处理,有良好的刚性,导轨经精密导轨磨床细磨。 拖板经磨床细磨后还经人工铲刮,实现与床身导轨的良好黏合。侧拖板可自由滑动,配铣削动力头,功率强劲。
-
LM-1500端面铣床
产品特点:鑫丰龙门铣床系列产品,在继承台湾同类产品的基础上,精心设计,广泛采用先进生产工艺和新型优质材料。使用本系列机床,能提高您的工作效率,降低成本,确保加工精度。
-
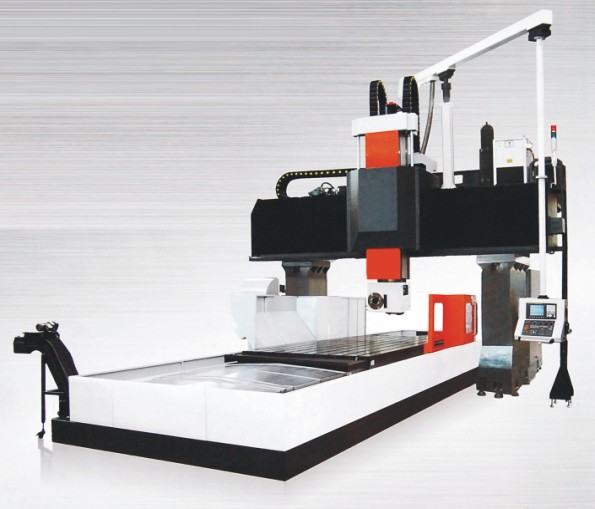
LT-GL 系列线轨龙门
机型:LT-GL6530/6535/6540 LT-GL8530/8535/8540 LT-GL10530/10535/10540
加工范围:汽车钣金模具、塑料成型模具、精密机械零件加工及航太工业。
-
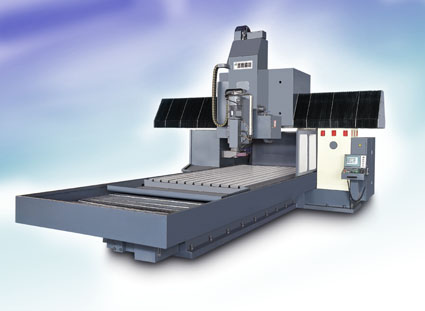
LTG-3018 龙门磨床
产品特点: LTG-3018 龙门磨床最大加工尺寸:3000*1800*800磨头横向与垂直运动采用PLC控制交流伺服系统,运行平稳可靠,工作台纵向运动,采用液压缸驱动,独立带温控的液压站控制其运动。
-
LT-2515龙门磨床
龙门磨床最大加工尺寸:长2000*宽1200*高600;磨头横向与垂直运动采用PLC控制交流伺服系统,运行平稳可靠.工作台纵向运动,采用液压缸驱动,独立带温控的液压站控制其运动.本机标准配置一个卧式磨头,可据需求增加一个立式万能磨头.
-
DSM-6028龙门铣床
铸件采用FC300强韧铸铁,经由退火处理,消除内应力.机床导轨经由高周波热处理,研磨,确保滑动面之耐磨性,持久精度.
-
UM-2000双柱铣床
产品特点: UM-2000双柱铣床大加工尺寸:长2000*宽1100*高850;齿轮,栓槽轴,传动键等,皆采用铬钼合金(SCM415H),经由渗碳硬化与精度研磨(JIS1级)以确保运转精度与使用寿命。电控系统的设计,更具人性化,操作简单,使你使用起来得心应手。
-
LT-D650A 数控高速雕铣机
LT-D系列雕铣机 机型主要针对钢件的高速切削,并以优异且高速的品质取代部分电脑火花及电罗的加工,适用于雕刻模具业、塑胶模具、汽车轮胎业、制鞋业、制表业、眼镜业、五金业、商标业、玩具业、工艺品行业以及石墨极的加工等。
-
-
LT-D450 数控高速雕铣机
1、 以上尺寸规格若有变更,恕不另行通知;
2、机器外观不断调整,以实际出货实物为准;
3、此表中配置如有二个以上之品(规格)参数为选配项,可根据客户不同要求,增加配置。
-
-
经济型二次元影像测量仪
● 高精度大理石底座、铸造铝合金立柱,保证拥有极高的稳定性及刚性。
● 特殊硬铝合金工作台,经过稳定化和硬质氧化处理,稳定性好,精度高。
● 摩擦精密传动、灵敏可靠、无背隙、并可快速移动。
● 两层工作台设计、精密级V型导轨,保证拥有极高的机械精度。
● 高品质光学系统和高分辨率CCD,确保拥有高品质的测量画面。
● LED环形表面冷光源及轮廓冷光源,避免工件发热产生变形。
● 精密光学尺,分辨率为0.001mm。
● 专业2D影像测量软件,功能强大,操作简便易学。。
-
经济型二次元影像测量仪
● 高精度大理石底座、铸造铝合金立柱,保证拥有极高的稳定性及刚性。
● 特殊硬铝合金工作台,经过稳定化和硬质氧化处理,稳定性好,精度高。
● 摩擦精密传动、灵敏可靠、无背隙、并可快速移动。
● 两层工作台设计、精密级V型导轨,保证拥有极高的机械精度。
● 高品质光学系统和高分辨率CCD,确保拥有高品质的测量画面。
● LED环形表面冷光源及轮廓冷光源,避免工件发热产生变形。
● 精密光学尺,分辨率为0.001mm。
● 专业2D影像测量软件,功能强大,操作简便易学。。
-
经济型二次元影像测量仪
● 高精度大理石底座、铸造铝合金立柱,保证拥有极高的稳定性及刚性。
● 特殊硬铝合金工作台,经过稳定化和硬质氧化处理,稳定性好,精度高。
● 摩擦精密传动、灵敏可靠、无背隙、并可快速移动。
● 两层工作台设计、精密级V型导轨,保证拥有极高的机械精度。
● 高品质光学系统和高分辨率CCD,确保拥有高品质的测量画面。
● LED环形表面冷光源及轮廓冷光源,避免工件发热产生变形。
● 精密光学尺,分辨率为0.001mm。
● 专业2D影像测量软件,功能强大,操作简便易学。。
-
-
-
1080线切割穿孔一体机
中走丝线切割穿孔一体机指的是把线切割装置和穿孔装置两者有机结合在一起。穿孔机作垂直运动的主轴(W轴)及线切割的UV轴共同安装在Z轴上,Z轴采用双直线滑轨,配置变速电机可自动升降。并配备了中走丝高速高频电源和高速穿孔机高频电源,线切割数控系统同时是穿孔机数控系统,可编程实现自动移位、穿孔。
-
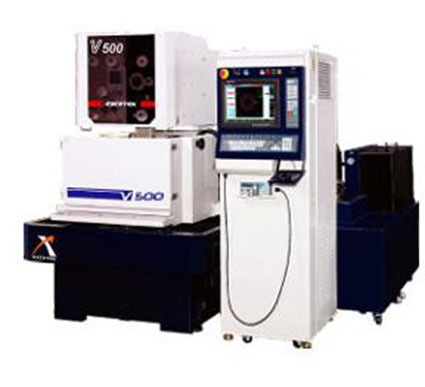
MS—435F中走丝线切割机床
新系统采用德国大规格集成电路细分脉冲电源,实现
1) 最高加工速度每分钟达180 mm²
2) 最佳表面粗糙度Ra 1.0µm
3) 加工100000-120000mm²电极丝损耗0.01mm
-
共2062条记录,每页显示20条,当前第37/104页
[首页] [上页] [34] [35] [36] [37] [38] [39] [下页] [尾页]