

电动汽车对于安装在动力传动系统中的齿轮有着很高的要求。
其要求在力的两个方向上都达到工作载荷极限,并在整个载荷谱范围内尽可能降低噪声激励。这就使得对修形和形状误差的公差要求变得更加严格。
为了确保在组装完成的传动系统中不出现噪声,KLINGELNBERG(克林贝格)公司为锥齿轮和圆柱齿轮提供了零部件层级的EOL检测方案。

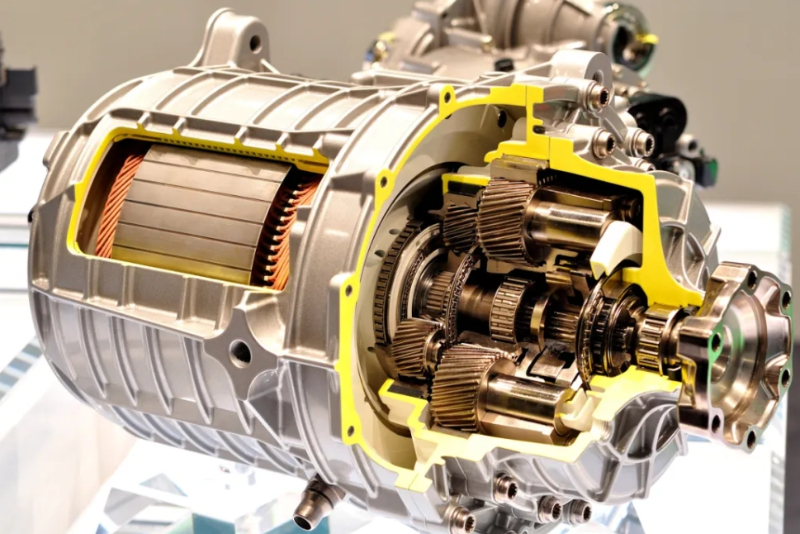
图1:电驱传动
多年来,汽车传动系统一直得以成功生产和使用。这主要归功于以下两个原因:首先,传动系统可以平衡发动机提供的转速和扭矩,满足驱动轮需求。其次,调整速比有助于确保发动机始终在最佳转速范围内运行,从而提升驱动效率。第二点促使传统驱动装置中的齿轮数量不断增加,进而优化了齿轮比范围。
汽车传动系统是一个众所周知的领域
如果用电机取代内燃机,电机将可以提供更大范围的转速和扭矩。这将大大降低对传动比的需求,甚至可以从轮毂电机直接驱动,无需任何齿轮箱或齿轮。然而,由于经济原因,通常需要使用高转速电机,因此仍然需要至少一个传动比。这就造成了与内燃机概念有两个显著区别。首先,转速会明显提升;其次,通常只需要一个传动比来平衡发动机和驱动轮。额外的传动比只能提高效率。
电动汽车特性
动力传动系统的变化对传动究竟意味着什么呢?最明显的变化就是内燃机被电机所取代。结果就是车内可清晰听到的噪声源将得以消除,大大提升乘客的舒适性。然而,之前的次要噪声源(包括传动系统的噪声源)将被听到。高转速激励了低阶频率,从而可以被人耳听到。在极端情况下(例如:输入轴的跳动),会在声谱中产生激励并引起噪声问题。
电驱传动系统的另一个独特之处在于能量回收(即:能量再生)。电机在反向运行(由车轮驱动)时可充当发电机产生电能。这样就可以借助电机将制动能量转化为电能,为电池充电,而不是在制动盘上转化为热能。然而,所需的扭矩是通过传动系统传递的,这意味着传动系统在反向运行时会承受很大的载荷。对于齿轮而言,边缘侧也要承受很大的载荷。因此,在设计时必须考虑到这一点。
概述
驱动系统的变化及其后果
用电机取代内燃机
......消除内燃机带来的噪声,但之前的次要噪声源(例如:传动系统)将发挥更大作用;
......在反向运行中,动力传动系统会因能量再生而承受高载荷;
......在整体载荷谱内降低噪声激励的要求;
所有这些因素必须在齿轮设计中加以考虑。
齿轮滚动检测可防止噪声仅在组装传统系统中进行产线终端测试时才显现出来。
研发和生产面临的挑战
与内燃机汽车相比,电动汽车的独特性给传动系统的研发和生产带来了新的挑战。能量回收或能量再生会在齿轮的非工作齿面产生高载荷。在传统传动装置中,这些非工作齿侧用于优化传动侧的自由度。非对称齿轮就是一个极端的应用示例。在这种情况下,高载荷传动侧的压力角将会增大,进而提高工作载荷极限,最终减小低载荷侧的压力角。如果在传动侧施加高载荷,这种折中方案将无法实现。这必将导致出现更严格的修形公差以及两个受力方向上的工作载荷极限。
此外,还有噪声方面的要求。在传统的动力传动系统中,齿轮只需在极低载荷的滑行模式下保持安静即可。如果现在引入能量再生,则需要在整个载荷谱范围内实现低噪声激励。由于不再有内燃机的噪声干扰,对噪声性能的要求也大大提高。除了前面提到的更为严格的修形公差外,形状误差公差也变得更加严格。因此,生产过程面临的首要挑战就是在公差减小的情况下仍要确保工艺能力和质量,尽可能降低报废成本。
另一个重要因素就是生产过程对齿轮噪声特性的直接影响,这不仅仅是符合公差要求的问题。齿面上的规则结构(例如:波纹)会在齿轮中产生所谓的“鬼频”或“鬼阶”。这种波纹幅值通常是亚微米级的。即使激励的噪声水平很低(例如:在较高的阶次中),这些声音也是非常刺耳的。由于电动汽车的噪声明显低于传统汽车,因此必须采取措施确保不出现这些噪声。
产生波纹的原因是多方面的,迄今为止尚未对所有原因进行充分研究。其中一个可能的原因就是机器振动。例如,机器振动可能由加工过程引起,也可能由外部激励引起。实际上,在实践中,我们发现鬼阶的产生有时是系统性的,有时是偶发性的。由偶发性引起的阶次非常难处理。此外,根据生产组织的不同,齿轮生产和齿轮箱组装之间可能会有一段较长的时间间隔。然而,零星出现的噪声现象通常只能在EOL检测装置上的组装传动系统中被发现,因此拒收的风险就增加了,同样返工的需求也增加了。
从其他应用中我们可以学到什么?
如果我们先寻找偶发性或突然出现的齿轮噪声现象,然后再寻找系统性出现的噪声情况,我们就可以在锥齿轮领域找到一些很好的示例。由于齿轮的复杂性和特殊工艺,磨削锥齿轮特别容易产生噪声。因此,滚动检测成为车辆噪声测试的一种既定方法。通常情况下,我们在准静态条件下测量单齿面误差范围,并在标准转速下测量结构噪声。在噪声临界应用中,锥齿轮的测试率高达100%。
结构噪声测试的魅力在于其接近应用场景。大轮和小轮以实际的转度进行啮合。齿轮副激励测试设备产生振荡,由振动传感器进行监控。然后,通过傅立叶变换将信号转换到频域,并以输入速度为基准将其转换为与速度无关的阶次频谱。这一过程与EOL检测完全对应,不同之处在于这里只分析制造部件,而不是整个传动系统。因此,这是在零部件层级进行的EOL检测。
在圆柱齿轮生产中的应用
HOEFLER(霍夫勒)R 300型圆柱齿轮滚动检测机(“齿轮噪声探寻者”)是我们最新研发的一款产品。R 300类似于OERLIKON(奥利康)T 60锥齿轮滚动检测机,可以对圆柱齿轮进行滚动检测,其聚焦于齿轮噪声特性和电驱动技术。
本设备开发的目的是为了在零部件层级对圆柱齿轮进行EOL检测。在后续的文章中,我们将详细介绍KLINGELNBERG(克林贝格)针对电动汽车齿轮制造和品质保证所提供的综合解决方案。

图2:HOELFER(霍夫勒)R 300型圆柱齿轮滚动检测机
咨询电话:13522079385
可进行零部件层级的EOL噪声检测


