
挑战:寻找更高效的生产方式来加工齿轮零件?解决方案:
使用结合滚铣和插齿两种工艺的强力刮齿技术,效率为传统插齿加工的4倍。
SW方案:
强力刮齿+双主轴五轴加工中心+高主轴转速,将强力刮齿的生产效率再提升50%!

双主轴车削(铣削)工件的其他工序
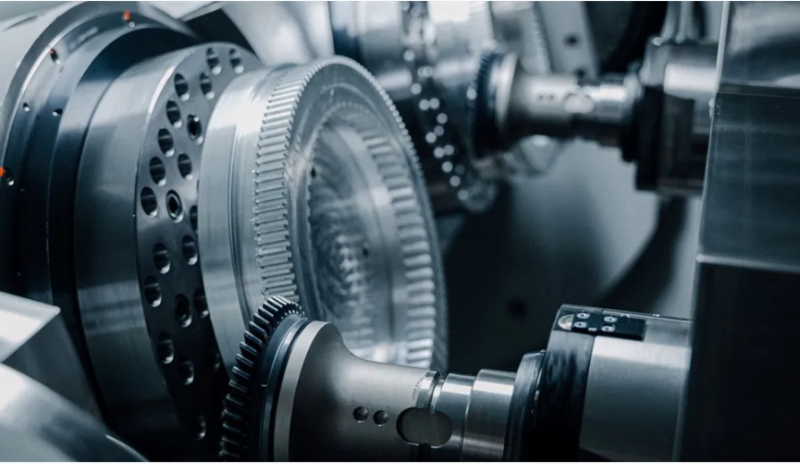
SW多主轴强力刮齿工艺,挑战齿轮加工效率极限
观看更多原创,SW多主轴强力刮齿工艺,挑战齿轮加工效率极限SW机床已关注分享点赞在看已同步到看一看写下你的评论
强力刮齿,是一种新型的齿轮加工方式,其凭借着超高效率、高灵活性以及高精度的多重优势,被广泛应用于现代汽车制造业,尤其是在助力企业应对新能源汽车大批量生产与短交付周期挑战中发挥着重要作用。
但其实,强力刮齿的概念构思早在1912年就已成形,无奈当时的机床水平落后,无法满足其工艺需求,直至100多年后的今天才真正得到应用。SW BA W06五轴卧式加工中心,正是能够满足强力刮齿对机床刚性、主轴性能、控制软件等各项严苛要求的高性能设备,此外,其双主轴的结构,更是将该工艺的生产效率再提升高达50%,实现产能最大化!

刮削内齿
什么是强力刮齿?
强力刮齿(Power Skiving)是一种结合了插齿和滚齿工艺的连续切削工艺。在该工艺中,刀具相对于工件轴线斜置,通过刀具轴向进给及旋转,配合工件旋转合成一种沿主切削方向“剥落”工件材质完成齿形加工的运动。

刮削外齿
相比传统的插齿工艺,强力刮齿的加工快4倍;与拉削工艺相比,强力刮齿则更加灵活,可以通过一次装夹完成多种加工任务,从粗加工到精加工。
SW 多主轴强力刮齿有什么独特优势?
效率更高
- BA W06有着双主轴结构,可实现两个零件同时进行强力刮齿操作,与传统单轴机床相比,生产时间缩短50%,显著提升产能;
- BA W06本身就是一台高速加工中心,其主轴快移速度高达120m/min,轴加速度高达24 m/s²,可充分发挥强力刮齿的高效率特性;
- BA W06的高动态直驱第五轴,转速达1200rpm,进一步提升强力刮齿效率。

咨询电话:13522079385
精度可靠
- 得益于SW 专利的整体框架式机床结构,BA W06 三个轴的定位精度达0.006毫米,可确保强力刮齿的加工精度;
- 加工精度可达质量等级IT5。
操作灵活
- 一次装夹即可完成内外齿轮的精加工;
- 无需上下游工艺;
- SW 可依据用户需求为强力刮齿工艺提供外部和内部传动装置,从而实现更具柔性、更高效率的智能化生产。
能耗更少
- 借助SW 微量润滑切削技术,强力刮齿工艺可实现更少的能源消耗,如减少切削液用量,节省清洗工件用水、用电等。
您在寻求高效的齿轮切削方案吗?也有强力刮齿加工需求吗?欢迎联系SW中国销售团队,我们将竭诚为您服务!
SW 多主轴强力刮齿工艺,将在2024 AMB展会上全球首发,还将现场模拟演示强力刮齿自动化上下料解决方案,欢迎莅临SW展位(德国斯图加特会展中心,Hall 10,10B51),现场感受其高效与敏捷!








