

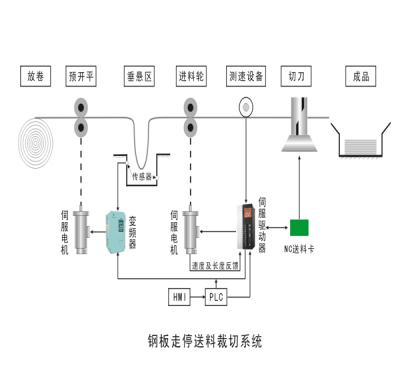
走停式钢板裁断机,又称钢板开平机。设备由放卷部、预开平部、二次开平送料部、裁断部组成,在整个电控与机械配合工作过程中经常会出现的问题有:
一、钢板在二次送料时打滑问题的解决方案
原系统伺服系统送料由一套伺服完成,是一套开环系统,上位机发多少脉冲,伺服电机就走多少位置,对于机械间隙和钢板打滑没有监控。在图一的解决方案中,送料后段钢板上加装测速装置,时时将钢板实际送料速度反馈给伺服驱动器作为PID反馈,PID给定由上位机脉冲速率决定,若PID给定与反馈相等说明钢板没打滑,比进行补偿。当两者不等时,出现打滑,伺服驱动器运用内置的动态补偿功能{如图二}时时动态地将送料误差补给系统,在伺服驱动器内置的“位置+PID*点动”的数字输入端子功能说明如图二所示,应用表一中参数168和169。此方案能够做到如此简单可靠,主要是因为VEC伺服内置了动态补偿功能,这种补偿功能做到了时时补偿,达到高效目的。也有方案是用编码器检测到打滑的长度后,用PLC二次送料来解决精度问题,但PLC发脉冲二次送料的方案降低了设备的工作效率。
二、 预开平与二次开平送料之间联动关系的处理
本系统中要求预开平的变频器与二次开平送料的伺服联动,使前段送料与后段裁切一致,然而前段送料要求速度柔和,后段裁切要求高动态响应以达到高效率,所以需挖地坑做悬垂区。原系统用人工手动送料,时时根据悬垂度来调整进料速度。图一中方案变频器送料速度由送料伺服速度输出的给定,变频的速度略高于伺服速度,变频的加速时间要比伺服的长些。在地坑中装两个电眼来检测悬垂度,用变频器的内置的“频率设定=AI2±(F.015*(F070*AI1))”进行调整,当钢板下垂时,变频器减速;离开检测区后变频器又恢复原来的速度(注:AI1接两个1K电阻分别到+5V和AGND,接进开关输出接AI1,地接AGND.)因此省去一个人工。
三、放卷张力的优化
放卷张力优化主要是控制预开平部的变频器加减速的柔和,VEC-V8系列变频器用加减速时间与S曲线自由设定功能,且低频转矩大,可实现恒张力输出,优化了放卷张力。





