P-90 单人操作联合冲剪机
在实施重型应用时,水虎鱼P-90马力更强劲。
与同类的联合冲剪机相比,P-90有更标准的工作台,包括冲孔、折弯、棒料剪、角料剪、圆形棒料剪和整合的上模切角。
P-90的燕尾滑槽支架使操作工在一分钟内实现从冲孔到折弯的转变(请看视频)
通过脚踏开关和限位开关冲程控制,P-90在整个冲程内还实现了全部电动控制。而聚氨酯卸料装置和每吨更大的马力使P-90的冲程在行业内速度更快。
无废料的剪切不仅节省了材料,而且使操作区更干净,相比竞争对手可提供了更多的材料。一系列可选的模具可进一步提高P-90的功效。
水虎鱼无与伦比的上模切角工作台远胜于其他联合冲剪机。从厚到薄的切角,从角钢的全程移出,刨去工件末端最小的部分,并保持对整个部件任何角度的控制.
因此,与其他联合冲剪机相比,请看一下全套的组件。
标准规格
带有燕尾滑槽的全套冲孔附件
1冲头和模具集
带有燕尾滑槽的12"折弯附件
在冲孔卸料装置和角钢上都有自动的聚氨酯压紧装置
前后5个位置的操纵杆控制(电动)可慢速、快速、中速运动
可连接在机器任意一端的远程脚踏开关
当使用脚踏控制时,冲程可由电动限位开关控制
一套圆棒料刀具(双向)(客户的选择为:2)
一套16.625剪板刀具(四向)
一套20.5"剪板刀具(四向)(代替了圆棒料刀具和16.625"剪板刀具)
额外的刀具可使剪切延长到20.5"
一套切角刀具(顶端八向/底端四向)
一套上模刀具(顶端双向/底端四向)
切屑桶(2个)
附加的滤油器
接口扳手& 3/8" 内六角扳手
便携式的完整的吊环系统
单人操作联合冲剪机可以提供的附件
管材切口模具 | 工字钢加工模具 | 折弯机附件
28XX 冲孔附件 | 折弯模具固定架 | 快速设置定台仪
棒料折弯模具 | 机械后挡料 | 电气后挡板
冲床改成冲孔 | 辊道给料台
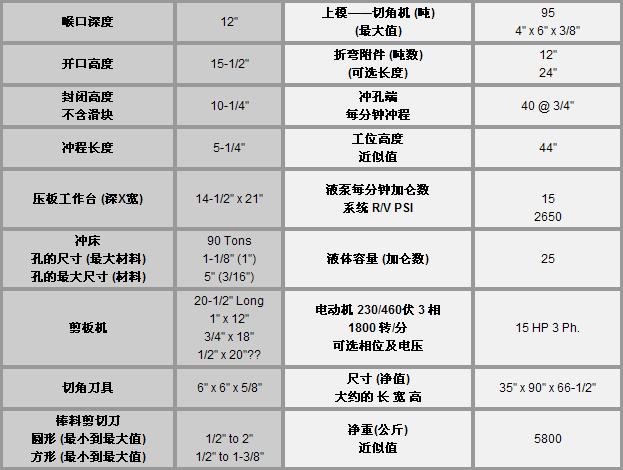
P-90 性能及规格
参照所有联合冲剪机的性能和规格 (pdf)