
1.序言
图1所示的小直径铣刀,材料为硬质合金或者高速钢,切削刃部分直径很小(φ0.1~φ1.0mm),长度可达20mm,须磨削加工铣刀主刀面和副刀面。产品批量很大,精度要求高。实际生产中,采用传统工艺,通常使用弹性筒夹对小直径刀具柄部进行夹持[1]。首先,由于弹性筒夹的夹持力不容易控制,因此夹持力过大,则容易产生夹持损伤;夹持力过小,则刀具容易歪斜及松脱。其次,由于小直径刀具柄部被套筒夹持部分长度较短,因此刀具悬伸部分很容易产生歪斜,从而导致定位不准。最后,如果只夹持刀具柄部,对刀具尖部的主副刀面进行磨削时,由于小直径刀具的长径比很大,刀具刚度不足,因此受到磨削力的不平衡作用,刀具将产生弯曲变形[2]。这些都将严重影响刀具研磨的质量及效率。如何解决上述生产难题,研制能高效稳定地夹持此类小直径刀具的夹持装置,是亟需解决的技术难题。

图1 小直径铣刀
本项目的难点包括以下几点。
1)因产品规格较多,须能通过更换不同规格的夹持工具,适用于不同规格的棒料夹持。
2)小直径棒料容易松弛或者夹伤,须能提供合理稳定的夹持力和精准的定位精度。
3)此装夹机构采用了垂直装夹的方式,上下料时,为避免发生干涉,须将上下夹持件在水平方向错开。
4)为适应不同规格的产品要求,箱体底座在高度方向上须设计成可调。
5)为调整箱体底座的水平位置,须使其在水平方向上可滑动,以便于调整箱体底座在水平方向上的位置。
2.棒料垂直夹持机构的结构
针对上述问题,笔者公司研制了小直径棒料垂直夹持机构,其实物如图2所示,剖视如图3所示,3D结构如图4所示。

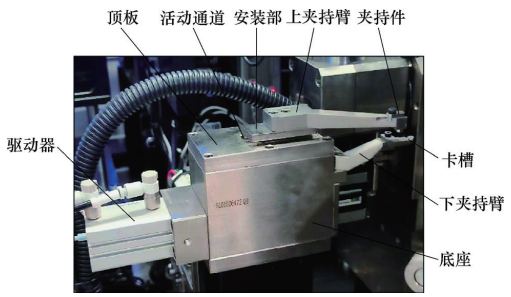
图2 小直径棒料垂直夹持机构实物

图3 小直径棒料垂直夹持机构剖视

图4 小直径棒料垂直夹持机构3D结构
1)如图4所示,小直径棒料垂直夹持机构的核心装夹部分包括上夹持臂、下夹持臂、中空的底座和固定安装在底座上方的顶板。底座由多个连接板拼接而成,在固定的底板周沿固接了4块竖直设置的连接板,从而形成一个中空的底座箱体。
2)如图3所示,下夹持臂的一端固定安装在底座的侧面,须保证下夹持臂与底座固接的稳定性。下夹持臂的另一端设有卡槽,为了能够用于夹持不同规格的棒料,下夹持臂上卡槽的端部设有可拆卸连接卡座,通过卡扣结构或者螺钉固定的方式,可以从下夹持臂上拆卸更换卡座,而卡槽开设在卡座上,通过更换不同规格的卡座,从而适用于不同规格的棒料夹持使用。为了提高夹持的精准度以及保证夹持力,通常将卡槽的横截面形状设计为V形。
3)如图4所示,与下夹持臂相对应有上夹持臂,其上的夹持件与卡槽对应。同样,为了适应不同规格的棒料夹持,快速地调整夹持件的尺寸,夹持件也设计成可拆卸机构,通常也采用螺钉或卡扣结构实现。在应用案例中,夹持件用于夹持的端面为平面,通过平面与棒料接触时能够形成线接触,为夹持棒料提供了足够的夹持力。
4)如图4所示,箱体底座上部顶板开设有活动通道,位于底座内的导向块设计成凸形结构,导向块的顶端面设有穿过活动通道且可沿活动通道滑动的安装部,安装部与上夹持臂固接。导向块肩部与顶板之间存在活动空间,导向块在外力的作用下可相对于顶板在竖直方向上往复运动,导向块带动上夹持臂向上运动,从而使上夹持臂的夹持件与卡座在竖直方向上分离。
5)如图5所示,在顶板与导向块之间设有驱使导向块向下运动的弹性件,导向块为凸形结构,导向块的肩部开设有供弹性件插入的盲孔,弹簧[3]置于盲孔内,弹簧的一端抵顶盲孔的孔底,弹簧的另一端抵顶顶板的底面,弹簧处于压缩状态,因顶板为固定件,导向块为活动件,所以导向块在弹簧的弹力作用下向下运动,又因导向块上的安装部与上夹持臂固接,即带动驱使夹持件朝向卡槽运动,从而使夹持件牢固夹紧放置在卡槽内的棒料。

图5 顶部和导向块位置
6)在实际生产中,若单纯采用上下开合的夹持机构[4],会不可避免地产生上料困难的问题。若仅将夹持件和卡槽在竖直方向上分离,虽然夹持件和卡槽之间消除了夹持力,能够将棒料放入卡槽内,但由于卡槽的上方设有夹持件,无法采用从上至下的方式投入卡槽中,只能够将棒料从水平方向插入卡槽中,这无疑会造成上料困难。
7)箱体底座内设计有驱使导向块向上运动以及驱使导向块在水平方向上滑动的驱动机构。参照图3和图4,驱动滑块位于导向块下方,箱体底座外安装有可在水平方向上往复滑动的驱动器,驱动器可以为常规的行程电动机或者气缸。驱动器的伸缩杆插入底座后与滑块固接,使驱动器能够驱动滑块相对于底座在水平方向上滑动。
8)如图6所示,滑块的顶端面与导向块的底面紧贴,滑块的顶端面设有斜向上的第一引导斜面,导向块的底面设有与第一引导斜面互补的第二引导斜面。驱动机构还包括开设在导向块底面的限位槽,以及在滑块顶面的限位柱,限位柱插入限位槽中,且限位柱可沿限位槽在水平方向上往复运动。实际应用中,驱动机构能够先驱使夹持件在竖直方向上与卡槽分离,然后再驱使夹持件与卡槽在水平方向上错开,有效解决了上料干涉问题。

a)夹持状态 b)分开状态
图6 滑块和导向块位置
9)参考图4,箱体底座的底面固接安装板,安装板前面设有轴承,安装板后侧面设有调整电动机,调整电动机的输出轴穿出安装板并位于轴承的下方。安装板设计有供调整电动机的输出轴穿过的调节孔,调节孔为U形长条孔,输出轴穿过调节孔并可在高度方向上进行滑动。调整电动机的输出轴固接有偏心轮,偏心轮与轴承的外环抵接。通过设置偏心轮和轴承,调整底座在高度方向上的位置。
10)参考图4,为了便于调整底座在水平方向上的位置,安装板的底面固接有燕尾座,燕尾座的底面设有燕尾槽,燕尾座下方设有安装座,安装座的顶端面朝上凸出形成燕尾块,燕尾块插入燕尾座的燕尾槽中,在水平方向上滑动,从而调整夹持机构在水平方向上的位置。
3.小直径棒料垂直夹持机构的工作原理
此棒料垂直夹持机构的工作过程:下料装夹时,夹持件与卡槽在竖直方向上对准并相向靠拢,弹簧处于弹出状态,驱使导向块朝下运动并带动固接安装部的夹持件夹持待加工的棒料,驱动器的伸缩杆处于伸出状态,导向块的第二引导斜面与滑块的第一引导斜面紧密贴合,限位柱抵靠限位槽的右侧面(见图6a)。
下料时,驱动器起动,驱动器的伸缩杆回缩一定行程并带动滑块在水平方向上向左滑动,在第一引导斜面和第二引导斜面的配合下,滑块相对于导向块向左滑动,滑块上的限位柱沿限位槽向左滑动,而滑块向左滑动转化为导向块向上运动,弹簧被压缩,导向块向上运动会带动固定安装在安装部的上夹持臂向上运动,使夹持件和卡槽在高度方向上分离,此时弹簧处于压缩状态。
驱动器的伸缩杆持续回缩,当限位杆抵住限位槽的左侧壁,驱动器的伸缩杆继续回缩动作,带动滑块推动导向块在水平方向上一起向左滑动,从而使固定安装在安装部上的上夹持臂向左运动,以使夹持件与卡槽在水平方向上错开,外部设备能够在竖直方向上,垂直下落抓取卡槽内的成品棒料,同样能够避免夹持件阻碍外部设备在竖直方向上投放棒料到卡槽中,完成夹持机构的打开动作。
上料时,机械手在竖直方向上自动放置一个棒料到卡槽中,之后,驱动器伸缩杆向右伸出回位,伸缩杆先驱动导向块在水平方向上向右滑动回位,使夹持件在竖直方向上对准卡槽。在导向块滑动回位的过程中,压缩状态下的弹性件(夹持弹簧)利用其自身的弹力驱使导向块向下运动,从而使夹持件向下运动并配合卡槽夹持棒料,实现夹持机构的闭合夹持动作。
当需要对底座进行升降时,可以起动调整电动机,调整电动机的输出轴转动,带动心轮转动,由于偏心轮与调整电动机的输出轴为偏心设置,偏心轮抵顶轴承,促使底座的位置发生改变,从而调整夹持机构高度方向上的位置,以适用于更多种工况。
4.结束语
该小直径棒料垂直夹持机构结构简单可靠,通过采用上下夹持的方式对棒料杆部进行夹持,辅助夹持棒料柄部的筒夹,装夹更为稳定、快捷,缩短装夹用时,提高工作效率。采用了机械零件斜面的变化结合弹性压力配合的驱动机构,提供了稳定可靠的棒料夹持力。并可通过更换不同规格的V形槽卡座,适应不同规格的棒料的夹持。夹持的精准度高,夹持力均匀稳定。下料时,夹持件与卡槽不仅在竖直方向上松开,在水平方向也错开了一定位置,有效解决了上料干涉问题,为大规模自动化生产提供了保证。
目前,该棒料垂直夹持机构已在笔者公司大规模使用,有效地提高了生产效率,自动化程度可靠稳定,保证了产品精度和产量。







