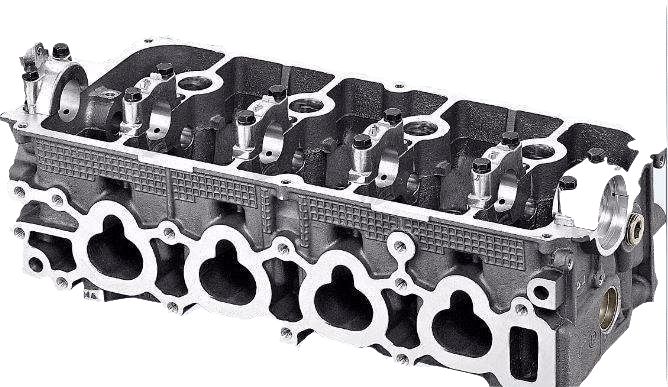
缸盖安装在缸体的上面,从上部密封气缸并构成燃烧室。它经常与高温高压燃气相接触,因此承受很大的热负荷和机械负荷。水冷发动机的气缸盖内部制有冷却水套,缸盖下端面的冷却水孔与缸体的冷却水孔相通。利用循环水来冷却燃烧室等高温部分。
缸盖上还装有进、排气门座,气门导管孔,用于安装进、排气门,还有进气通道和排气通道等。汽油机的气缸盖上加工有安装火花塞的孔,而柴油机的气缸盖上加工有安装喷油器的孔。顶置凸轮轴式发动机的气缸盖上还加工有凸轮轴轴承孔,用以安装凸轮轴。
气缸盖一般采用灰铸铁或合金铸铁铸成,铝合金的导热性好,有利于提高压缩比.
气缸盖是燃烧室的组成部分,燃烧室的形状对发动机的工作影响很大,由于汽油机和柴油机的燃烧方式不同,其气缸盖上组成燃烧室的部分差别较大。汽油机的燃烧室主要在气缸盖上,而柴油机的燃烧室主要在活塞顶部的凹坑。
1
产线的布局
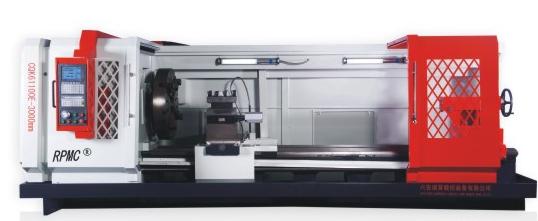
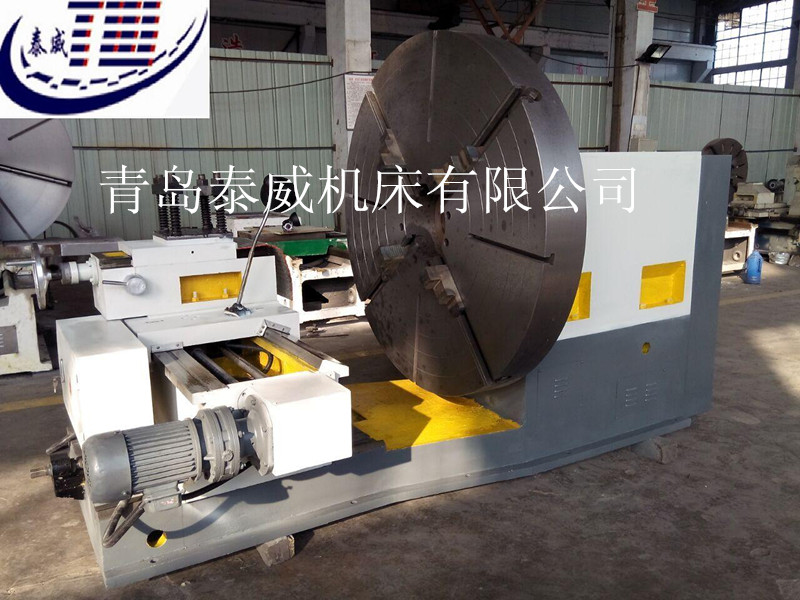
发动机缸盖的加工多采用柔性生产线,生产设备以加工中心为主,配少量专业检具有一定柔性的专用机床及必须的辅机组成。设备之间采用输送辊道连接。从柔性的角度出发,大部分加工内容选用立式加工中心完成,针对部分加工内容需在立式加工中心置备第四回转轴。与选用卧式加工中心相比,这样既达到了加工要求,又减少了设备费用支出。
柔性加工线的工序流程一般分为:工序分散型和工序集中型。

工序分散型:
工序一次分散的生产线,加工件要通过所有的加工设备才能加工完成。如其中一台加工设备出现故障,会牵涉到整个生产线停线。
工序集中型:
加工线上尽可能选用相同型号的加工中心,把不同的工序内容集中到一台机床上,用尽量少的装夹次数,高效的加工工件。当某台加工设备出现故障时,可用同一工序相同型号的设备继续生产,虽然生产量所减少,但可以避免整个生产线停产。工序集中型还可根据生产增减或转用加工设备,转用设备可避免机床在固定工况下的重复使用段磨损,这些都是优点,相反,缺点是:工件追随能力差,由那太设备加工的工件不易追溯,且生产中刀具的周转量相对要大一些。
2
基准的选择

粗基准选择:
粗基准主要考虑各加工表面有足够的余量,不加工表面的尺寸和位置复合图纸要求。要保证缸体结合面与燃烧室内毛坯面的位置,实际上就是要选择一个合理的粗基准。在缸盖的缸体结合面方向,都会留有3个工艺定位台阶,作为粗基准,这个工艺定位台阶与燃烧室位于同一个方向,是铸造模具同一个型面形成的,没有分型等铸造工艺误差,因此比较准确,所以必须要用缸盖的缸体结合面方向上的粗基准作为首次定位基准,加工出机加工的精基准。以后的误差,都是用机加工的精基准重复定位而差生的累积误差,相对较小,不会影响压缩比。
精基准选择:
主要考虑 “基准重合”与“基准统一”的原则,大批量生产中基准一般采用地面与两销孔。缸盖的缸体结合面和罩盖结合面比较大,结构上比较适宜做精基准,因此,选择缸体结合面和此面上的2个定位销孔作为第一精基准,罩盖结合面作为第二精基准。
简述工艺路线:

3
主要加工位置
平面加工
缸盖的顶面,底面和进/排气面都是大面积平面,精度要求高(平面度,垂直度,位置度等要求)。这对加工中心的几何精度和刀具的调整精度要求比较高。
加工中心,作为排除了加工时人的具体干预的自动机床,它的几何精度检验必须真实地反正应其工作区内形成工件轮廓表面的刀尖点相对工件运动轨迹的规律性要求,因此,其检验的重点,应该是影响工件加工的形位精度。
气缸盖底部及缸体结合面,与活塞共同形成发动机的燃烧室,气缸盖在发动机运转过程中承受高温高压燃气和螺栓预紧力的作用,因此面加工的粗基准一般选择气缸盖底面,根据该基准校核顶面,出砂孔及气道平面等位置。
缸体结合面:一般缸盖的燃烧室都是毛坯面,不需机加工。因此,缸体结合面与燃烧室内毛坯面的位置精度要求相对较严。另外,此面对发动机燃烧室的密封性关系很大,虽然缸体和缸盖中间还有气缸垫,仍对此面的平面度要求较高。
罩壳面与主要起防尘及防噪声作用的凸轮罩配合,中间还有气缸垫,进/排气分别与进/排气歧管相配合,中间有垫片;两侧面主要安装一些控制器及罩壳等装置。这些部位要求相对缸体结合面较低。
高精度孔的加工
气缸盖上的气门阀座,导管孔,挺杆孔和凸轮轴等孔系,有配合关系,其尺寸精度,位置精度和表面粗糙度要求极为严格。
气缸盖的功能要求气阀座孔加工后与未加工的气道须具有性对准确的位置要求,确保气缸盖在工作状态下具备良好的配气功能,因此孔加工的粗基准一般选择气阀孔,根据气阀孔校核底面外形及搭子位置,划底面十字中心线并引致顶面。

1.缸盖气门阀座,气门导管精加工

上图:气门座 和 气门导管 底孔 – 精加工
缸盖气门阀座,气门导管同时与发动机气门配合,所以同轴度要求比较高,另外气门阀座与气门锥面进行密封配合,对于源于要求也非常高。
一次定位,加工气门导管和气门阀座,可以减少重复定位误差,提高气门导管和气门阀座的同轴度。
加工气门阀座时,进刀方向如何沿着阀座径向方向,此种加工方式成为“车”阀座,可以提供加工精度。如果进刀方向沿着阀座轴向方向,成为“锪”或“镗”阀座。
2.缸盖挺杆孔,气门导管底孔的加工

上图:挺杆孔粗加工

上图:挺杆孔精加工
装配气门挺杆,以凸轮轴传递来的动力驱动进排气门,挺杆孔与导管孔之间有一定的同轴度要求。但是只要选好了加工余量,参数和刀具,加工过程基本没有什么问题。

3.缸盖凸轮轴孔的加工
进排气凸轮轴孔各装一根凸轮轴,而凸轮轴在孔内旋转以驱动挺杆,因此,各档凸轮轴孔的同轴度要求非常高,否则会出现凸轮轴早期磨损,卡顿,甚至无法装配等问题。
缸盖凸轮轴孔是缸盖最长的孔,如果分段加工的话,虽然可以保证凸轮轴轴孔的加工精度,但是无法满足凸轮轴孔的同轴度要求,所以要求精加工一次加工成型。对于长度500mm左右的刀杆而言,如何消除自身重力所产生的影响?
对于专机自动线的而言,一般都带有镗模架以消除影响,对于比较大的发动机,有可能带有好几个镗模架。
对于加工中心,现在已基本取消镗模架,利用刀具的自导向消除刀杆重力的影响,刀杆的结构特点是:在刀杆的圆周上,均匀布置一个刀刃和三个导向条。刀杆数量一般是一长一短。
4.其他
火花塞孔,螺旋孔,螺纹孔,水孔及油孔和其他部件之间没有太紧密的联系,位置要求不高。
汇总:
凸轮轴孔系各挡孔间位置关系特别重要。
阀座导管孔系之间位置关系特别重要。
缸体结合面与燃烧室内毛坯面间位置关系比 较重要。
挺杆孔与导管孔间位置关系比较重要。
其余部位位置精度要求一般。
其他加工
罩壳面和缸体结合面之间的距离尺寸要求不必太严。从装配角度看,罩壳面装配一个罩壳,与其它零件也不发生太多关联,因此罩壳面的位置要求不必太严。实际上这个问题的由来,是由于罩壳面与凸轮轴孔中心线很多时候位于一个平面上,对这2个尺寸有所混淆。凸轮轴孔与缸体结合面之间对距离有要求,一般为±0.005mm,这是因为,在配气机构当中,阀座与凸轮轴孔系间有一定的位置要求,二者之间的距离对气门行程及气门间隙等参数有所影响,所以比较重要,但是又没有达到一次装夹的程度。缸体结合面是姜蓉凸轮轴孔和阀座孔的工艺基准,因此,二者对缸体结合面都有一个要求。
在大批量生产中,特别是分序比较多的场合,工序间移动比较多,很容易造成工件磕碰过多,影响产品质量。对此,除了加强管理之外,在工艺方面,对于重要部位,特别是磕碰伤,尽量。,对此,除了加强管理之外,在工艺方面,对于重要部位,特别是易磕碰部位,尽量放在生产线末端进行精加工,比如,缸体而结合面对于装配十分重要,在加工中,它是重要的工艺基准,需要用它来定位,另外,在精加工前还要经历导管,阀座及压盖等零件的装配过程,很可能造成表面磕碰。因此为避免此类现象发生,最好在线首时将此面留少许加工余量,在线尾进行精加工,这样就最大限度的保证了外观质量。
4
具体工艺路线布置
缸盖工艺路线
AF10 上料 ,毛坯目视检查并打标
AF20 进排气面钻铣
AF30-1 燃烧室及前后面钻铣
AF30-2 燃烧室控制面及出水面钻铣
AF40 罩盖面钻铣
AF50 阀座导管底孔加工
AF60 中清洗
AF70 密封试漏
AF80 阀座导管压装
AF90 精铣燃烧室面
AF100 精铣罩盖面加工喷油嘴孔
AF110 阀座导管及液压挺柱孔精加工
AF120 罩盖装配
AF130 精镗铰凸轮轴承孔
AF140 精加工控制面
AF150 拆卸缸盖罩盖
AF160 终清洗
AF170 冷却机
AF180 钢球水堵压装及试漏
AF190 终检下线
5
加工中常见问题
5.1气孔失效模式
产生原因:铸造毛坯浇注过程中铸模型腔内产生大量的气体,铸造浇注系统排气不畅所产生的铸造缺陷。
5.2凸轮轴孔圆度
造成原因:
① 前工序所留加工余量不足。
② 前工序加工坐标偏移。
③ 夹具定位面不平(切削或杂质)。
④ 前工序与后工序坐标尺寸不重合。
5.3已加工表面划伤
造成原因:
① 工件在输送过程中产生。
② 夹具辅助定位块有毛刺或干涉。
③ 人工去毛刺时,手用工具操作不当造成。
5.4已加工表面压伤
造成原因:
① 切削机床装夹工件时,夹具定位面清理不干净切屑残留压伤工件。
② 清洗时工件水道内切屑残留导致压装导管、座圈时,切屑压伤工件。
5.5裂纹失效模式
造成原因:
① 外力所致。
② 铸造过程产生的热应力产生。
座圈压装不到位
造成原因:
① 座圈底孔内有杂质。
② 座圈压装时座圈与压头摆放不正。
③ 机床压力不足。
④ 座圈外径大或缸盖座圈孔小过盈大导致压装不到位。
5.6气门环带加工
造成原因:
① 刀具调整失效。
② 进给深度给定参数失效。
③ 刀具模式造成粗超度不合格。