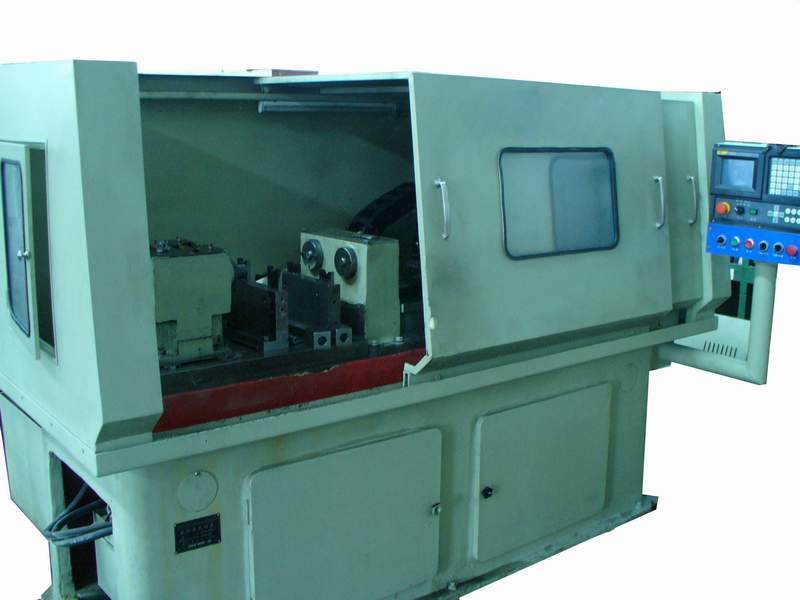
SZ620K数控深孔钻床采用外排屑法(枪钻)进行加工。适用于钢、铸铁、有色金属等材料的深孔加工。通过一次连续钻削,即可达到一般须经钻、扩、铰工序才能保证的加工质量。可同时最大装夹、钻削两支工件。加工过程自动化程度极高。非常适合于大批量轴类同心孔加工。非常适合于大批量轴类同心孔加工。广泛应用于汽车(凸轮轴、齿条轴、压缩机轴等)、纺织机械、航空航天等行业。
SZ620K数控深孔钻床特点
1.机床采用卧式水平布局,铸造床身,机床刚性好。
2.进给运动为滚动导轨,滚珠丝杠,运动精确平稳无爬行。
3.钻杆主轴矢量变频调速,无级变速。适应范围广。
4.工件固定、刀具旋转或工件与刀具双旋转,加工孔光洁度高,偏斜度小。
5.操作简便可靠,自动化成度高。
6.配备自动除屑机,油温冷却机。
7.机床全防护,操作安全,外观整洁美观。
技术规格:
钻孔直径范围 Φ3~Φ20mm
最大钻孔深度 600mm
最大加工工件长度 600mm
主轴头数 1或2
钻孔长径比 <100
钻杆转速范围 500-8000无级
工件转速 200-2000r/min 固定
刀具进给速度 0~500mm/min 无级
刀具快速移动速度 3000mm/min
进给电机功率 2.2Kw
钻杆箱电机 3.0Kw
机床总功率 10.8Kw
冷却系统最大压力 10Mp可调
冷却系统最大流量 35L/min可调
数控系统 广泰数控或用户指定
孔径尺寸 IT7~IT11
表面粗糙度 Ra0.8~Ra3.2
孔直线度 0.005/100